LÀM THẾ NÀO ĐỂ GIẢM RUNG ĐỘNG KHI PHAY

Sự rung động khi phay có thể phát sinh do những hạn chế của dụng cụ cắt, bầu kẹp dao, máy, phôi hoặc đồ gá. Để giảm độ rung, có một số chiến lược sau cần xem xét.
Xem xét dụng cụ cắt để giảm rung động khi phay:
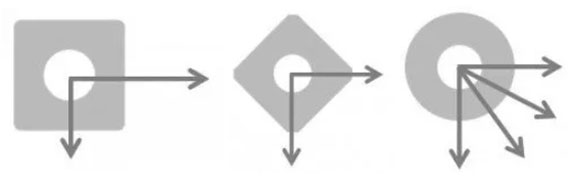
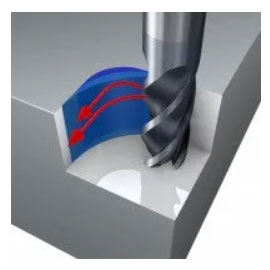
– Với dao phay 90°, lực chủ yếu tập trung theo hướng xuyên tâm. Điều này tạo ra độ lệch của dao phay ở phần nhô ra dài; tuy nhiên, lực dọc trục nhỏ sẽ có lợi khi phay các chi tiết có thành mỏng/nhạy cảm với rung động.
– Dao phay 45° tạo ra lực hướng trục và hướng tâm phân bố đều nhau.
– Dao phay chíp tròn hướng phần lớn lực cắt lên trục xoay, đặc biệt ở độ sâu cắt nhỏ. Ngoài ra, dao phay 10° truyền lực chủ yếu vào trục chính, giúp giảm rung động cho phép phần nhô ra của dụng cụ dài.
Đối với phay khỏa mặt, hướng của lực cắt phải được xem xét:
– Chọn đường kính nhỏ nhất có thể cho nguyên công.
– Đường kính dao phay Dc phải lớn hơn 20–50% so với chiều rộng phay ae.
– Chọn dao phay có bước răng lớn hoặc dao phay có bước xoắn khác nhau.
– Dao phay có trọng lượng nhẹ là lợi thế, ví dụ dao phay có thân bằng nhôm.
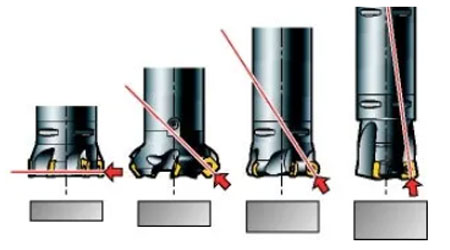
Với phôi có thành mỏng, không ổn định, sử dụng góc vào lớn = lực cắt dọc trục nhỏ.
Ở phần nhô ra của dụng cụ dài, sử dụng góc vào nhỏ = lực cắt dọc trục cao.
Xem xét bầu kẹp dao để giảm rung động khi phay:
Hệ thống bầu kẹp mô-đun cho phép lắp ráp các dụng cụ với độ dài cần thiết trong khi vẫn duy trì độ ổn định cao và độ lệch nhỏ nhất có thể.
– Giữ cho bầu kẹp dao càng cứng và càng ngắn càng tốt.
– Chọn đường kính (kích thước) ống nối dài bầu kẹp lớn nhất có thể.
– Đối với dao phay nhỏ, hãy sử dụng ống nối dài côn nếu có thể.
– Trong các hoạt động gia công mà bước cuối cùng nằm sâu trong chi tiết, hãy thay đổi sang các dụng cụ chuôi dài tại các vị trí được xác định trước. Điều chỉnh chế độ cắt cho từng chiều dài dụng cụ.
– Đối với tốc độ trục chính trên 20.000 vòng/phút, hãy sử dụng dao phay và bầu kẹp dao cân bằng (balance).

Dao phay ống nối lớn
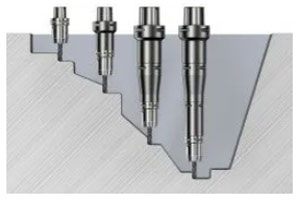
Luôn sử dụng chiều dài dao ngắn nhất có thể. Kéo dài chiều dài từng bước.
Xem xét cạnh cắt để giảm rung động khi phay:
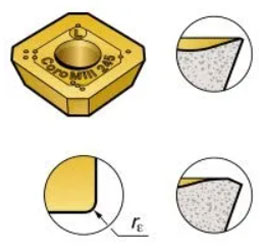
Để giảm lực cắt:
– Chọn hình dạng cắt nhẹ, có cạnh sắc và có lớp phủ mỏng.
– Sử dụng các chíp dao có bán kính góc nhỏ và các đoạn cắt song song nhỏ.
Đôi khi việc bổ sung thêm bộ giảm chấn cho hệ thống có thể làm giảm xu hướng rung động. Sử dụng hình học lưỡi cắt góc sau âm hơn và lưỡi cắt hơi mòn.
Xem xét chế độ cắt để giảm rung động khi phay:
– Luôn đặt dao phay lệch tâm so với bề mặt được phay.
– Với KAPR, dao cắt cạnh dài 90° hoặc dao phay ngón, sử dụng phương pháp ngâm hướng kính thấp: tối đa ae = 25% Dc và cắt theo trục cao; max ap = 100% De.
– Khi phay khỏa mặt, sử dụng chiều sâu cắt nhỏ ap, và bước tiến cao fz, với chíp dao tròn hoặc dao phay bước tiến cao với góc vào nhỏ.
– Tránh rung ở các góc bằng cách lập trình bán kính đường dẫn lớn, xem phay các góc bên trong.
– Nếu chiều dày phoi quá thấp, lưỡi cắt sẽ cọ xát thay vì cắt, gây rung động. Trong những trường hợp như vậy, bước tiến dao trên mỗi răng nên được tăng lên.
Xem xét máy móc để giảm rung động khi phay:

Điều kiện máy móc có thể có ảnh hưởng lớn đến xu hướng rung động khi phay. Sự mài mòn quá mức trên ổ trục hoặc cơ cấu cấp bước tiến dao sẽ dẫn đến đặc tính gia công kém. Chọn chiến lược gia công và hướng lực cắt một cách cẩn thận để tận dụng tối đa độ ổn định của máy.
Mỗi trục chính của máy đều có những vùng tự nhiên dễ bị rung động. Các vùng cắt ổn định được mô tả là các cam ổn định và chúng tăng lên khi tốc độ cắt tăng lên. Ngay cả một mức tăng nhỏ, thấp khoảng 50 vòng/phút, cũng có thể thay đổi quá trình cắt từ không ổn định (có rung động) sang ổn định.
Xem xét phôi và gá kẹp để giảm rung động khi phay:
Hãy cân nhắc những điều sau đây khi phay các chi tiết có thành, đế mỏng hoặc khi đồ gá yếu:
– Đồ gá phải đặt gần bàn máy.
– Tối ưu hóa đường chạy dao và hướng tiến tới điểm mạnh nhất của máy/đồ gá để có được điều kiện cắt ổn định nhất.
– Tránh gia công theo các hướng mà phôi được hỗ trợ kém.
– Phay nghịch có thể làm giảm xu hướng rung khi đồ gá hoặc phôi yếu theo một hướng cụ thể.
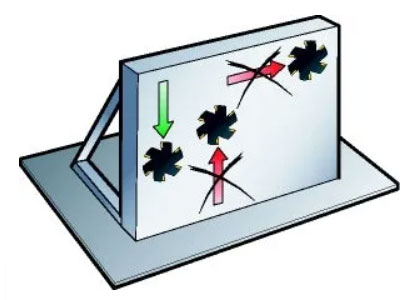
Đối với gá kẹp yếu, sử dụng hướng bước tiến đi xuống bàn máy
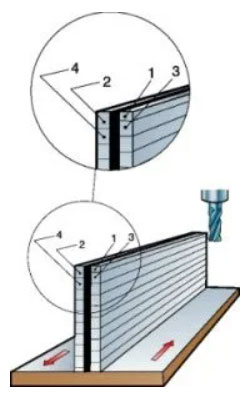
Lưu ý rằng bước đầu tiên phải được thực hiện ở độ sâu bằng một nửa bước thứ hai, thứ ba, v.v.
—————-
Công ty TNHH dụng cụ cắt Nam Dương là nhà cung cấp hàng đầu về dụng cụ cắt kim loại và các đồ gá gá kẹp trên máy gia công cơ khí. Hãy liên hệ với chúng tôi để có tư vấn và báo giá tốt nhất về các sản phẩm bạn cần!





