Hiển thị kết quả duy nhất
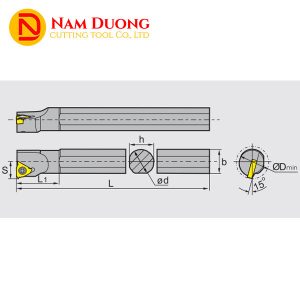
Dao tiện ren lỗ trong
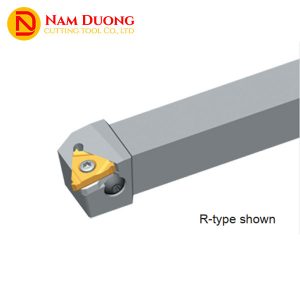
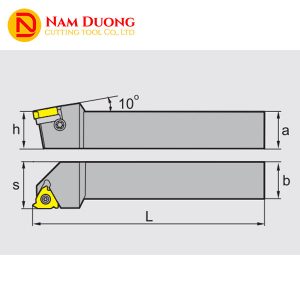
Dao tiện ren ngoài
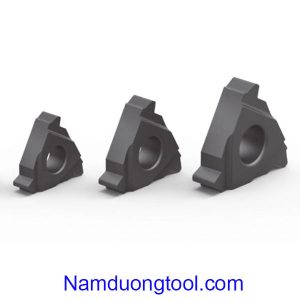
Mảnh tiện ren
Tên tài khoản hoặc địa chỉ email *
Mật khẩu *
Ghi nhớ mật khẩu
Quên mật khẩu?