Khắc phục các vấn đề khi khoan bằng mũi khoan ghép mảnh
Khoan lỗ quá lớn:
Mũi khoan quay
– Tăng lưu lượng dung dịch tưới nguội, làm sạch bộ lọc và làm thông các lỗ tưới nguội trong mũi khoan.
– Hãy thử một chíp khoan có hình học cứng hơn ở phía chu vi (giữ chíp khoan ở giữa tâm).
Mũi khoan không quay
– Kiểm tra căn chỉnh trên máy tiện.
– Xoay mũi khoan 180°.
– Hãy thử một chíp khoan có hình học cứng hơn ở phía chu vi (giữ chíp khoan ở giữa tâm).
Khoan lỗ nhỏ:
Mũi khoan quay
– Tăng lưu lượng dung dịch tưới nguội, làm sạch bộ lọc và làm thông các lỗ tưới nguội trong mũi khoan.
– Hãy thử chíp khoan có hình học cứng hơn ở phía trung tâm và chíp khoan có hình học cắt nhẹ ở phía chu vi.
Mũi khoan không quay
– Cố định: Kiểm tra căn chỉnh trên máy tiện.
– Cố định: Xoay mũi khoan 180°.
– Hãy thử chíp khoan có hình học cứng hơn ở trung tâm và hình học cắt nhẹ ở chu vi.
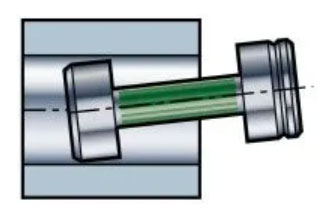
Còn thừa trục lõi tâm giữa lỗ khoan:
Mũi khoan quay:
– Tăng lưu lượng dung dịch tưới nguội, làm sạch thiết bị lọc dung dịch tưới nguội và làm thông các lỗ tưới nguội trong mũi khoan.
– Hãy thử một chíp khoan hình dạng khác ở phía chu vi và điều chỉnh tốc độ tiến dao trong chế độ cắt được đề xuất của nhà sản xuất.
– Giảm chiều dài phần nhô ra của mũi khoan.
Mũi khoan không quay:
– Kiểm tra căn chỉnh trên máy tiện.
– Tăng lưu lượng dung dịch tưới nguội, làm sạch thiết bị lọc dung dịch tưới nguội và làm thông các lỗ tưới nguội trong mũi khoan.
– Giảm chiều dài phần nhô ra của mũi khoan.
– Hãy thử một chíp khoan có hình dạng khác ở phía chu vi và điều chỉnh tốc độ tiến dao trong chế độ cắt được đề xuất.
Rung động khi khoan:
– Giảm ngắn phần nhô ra của mũi khoan, cải thiện độ ổn định của phôi.
– Giảm tốc độ cắt.
– Hãy thử một hình dạng chíp khoan khác ở phía chu vi và điều chỉnh tốc độ tiến dao trong chế độ cắt được đề xuất của nhà sản xuất.
Mô-men xoắn máy không đủ:
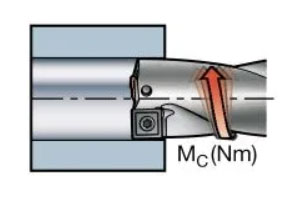
– Giảm bước tiến dao.
– Chọn chíp khoan có hình học cắt nhẹ (sắc) để giảm lực cắt.
Công suất máy không đủ
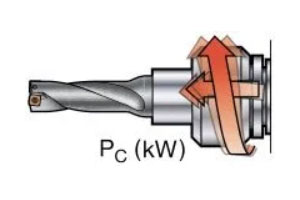
– Giảm tốc độ cắt.
– Giảm bước tiến dao.
– Chọn hình học cắt nhẹ để giảm lực cắt.
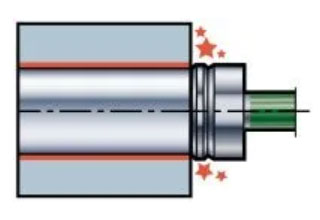
Lỗ khoan xong không đối xứng:
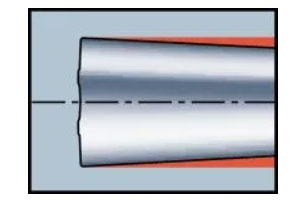
Lỗ mở rộng ở phía dưới (do kẹt phoi ở chíp dao ở giữa)
– Tăng lưu lượng dung dịch tưới nguội, làm sạch thiết bị lọc dung dịch tưới nguội và làm thông các lỗ tưới nguội trong mũi khoan.
– Giảm chiều dài phần nhô ra của mũi khoan.
– Hãy thử một chíp khoan có hình dạng khác ở phía chu vi và điều chỉnh tốc độ tiến dao trong chế độ cắt được đề xuất.
Tuổi thọ chíp khoan kém:

– Kiểm tra chế độ cắt khuyến nghị.
– Tăng lưu lượng dung dịch tưới nguội, làm sạch thiết bị lọc dung dịch tưới nguội và làm thông các lỗ tưới nguội trong mũi khoan.
– Giảm chiều dài phần nhô ra của mũi khoan, cải thiện độ ổn định của phôi và kiểm tra khả năng kẹp mũi khoan.
– Kiểm tra hóc lắp chíp khoan và vít kẹp xem có bị hư hỏng không.
– Xem tình trạng hao mòn chíp khoan điển hình để biết các biện pháp khắc phục cụ thể.
– Chọn loại chíp khoan chịu mài mòn tốt hơn, nếu có thể.
Vít kẹp chíp khoan bị hỏng:

– Sử dụng cờ lê lực để siết chặt vít kẹp cùng với mỡ chịu nhiệt Molykote.
Bề mặt khoan xong kém:
– Quan trọng là phải kiểm soát phoi tốt.
– Giảm bước tiến dao (nếu điều quan trọng là phải giữ vf , hãy tăng tốc độ cắt)
– Tăng lưu lượng dung dịch tưới nguội, làm sạch thiết bị lọc dung dịch tưới nguội và làm thông các lỗ tưới nguội trong mũi khoan.
– Giảm chiều dài phần nhô ra của mũi khoan, cải thiện độ ổn định của phôi.
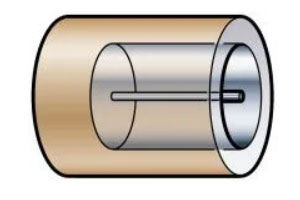
Kẹt phoi trong rãnh xoắn mũi khoan:
Nguyên nhân do phoi dài:
– Kiểm tra các đề xuất của nhà sản xuất về hình học và chế độ cắt.
– Tăng lưu lượng dung dịch tưới nguội, làm sạch thiết bị lọc dung dịch tưới nguội và làm thông các lỗ tưới nguội trong mũi khoan.
– Giảm bước tiến dao trong chế độ cắt được đề xuất.
– Tăng tốc độ cắt trong phạm vi chế độ cắt được đề xuất.
Đảo khi khoan:

– Dung sai lỗ ngoài phạm vi cho phép.
– Bề mặt hoàn thiện kém – vết rút.
– Mòn trên thân mũi khoan.
– Chíp khoan vỡ.
| Nguyên nhân | Giải pháp |
| Lực cắt quá cao | 1. Chọn hình học chíp khoan có bán kính góc nhỏ hơn
2. Giảm bước tiến dao. 3. Giảm bước tiến ở lối vào khoan. |
| Độ ổn định không đủ | 1. Tăng độ ổn định
2. Chọn thân mũi khoan ngắn hơn (4 × D -> 3 × D) |
Vấn đề hình thành phoi:
Vật liệu có phoi dài, ví dụ như thép không gỉ hoặc thép có hàm lượng carbon thấp
| Hiện tượng | Nguyên nhân có thể | Giải pháp |
| Phoi xấu/dài – kẹt phoi | Chọn hình học chíp khoan sai | Chọn hình học chíp khoan đúng |
| Bề mặt lỗ khoan kém | Tốc độ cắt quá thấp | Tăng tốc độ cắt |
| Vỡ chíp khoan hoặc thân mũi khoan | Bước tiến quá cao | Giảm bước tiến |
Vật liệu có phoi ngắn, ví dụ như thép thông thường
| Hiện tượng | Nguyên nhân có thể | Giải pháp |
| Phoi xấu/dài – kẹt phoi | Mũi khoan không quay (máy tiện) | Chọn hình học chíp khoan cho bước tiến thấp |
| Bề mặt lỗ khoan kém | Hình học chíp khoan sai | Tăng nguồn bước tiến dao |
| Vỡ chíp khoan hoặc thân mũi khoan | 1. Tốc độ cắt quá thấp
2. Bước tiến quá thấp |
Tăng tốc độ cắt |
—————-
Công ty TNHH dụng cụ cắt Nam Dương là nhà cung cấp hàng đầu về dụng cụ cắt kim loại và các đồ gá gá kẹp trên máy gia công cơ khí. Hãy liên hệ với chúng tôi để có tư vấn và báo giá tốt nhất về các sản phẩm bạn cần!