Hiển thị kết quả duy nhất
Dao tiện biên dạng cho nhôm
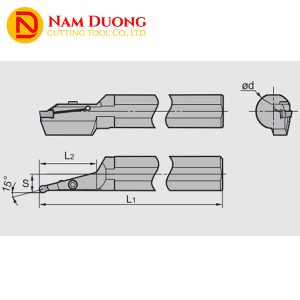
Dao tiện rãnh lỗ trong
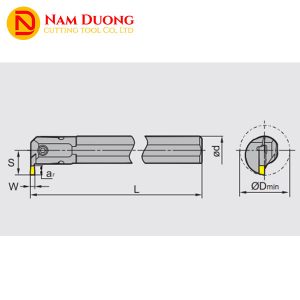
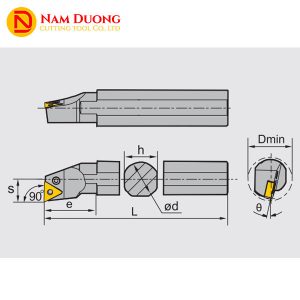
Dao tiện lỗ nhỏ S -SCLCR/L
Cán dao tiện lỗ cnc S -PWLNR/L
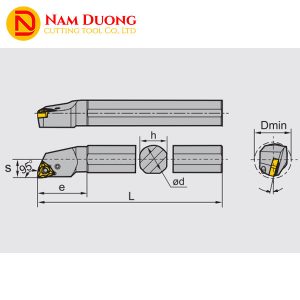
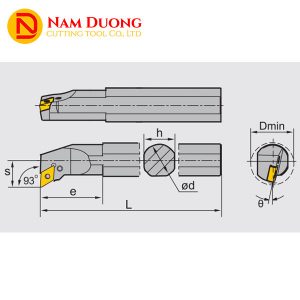
Dao tiện lỗ S -PTFNR/L
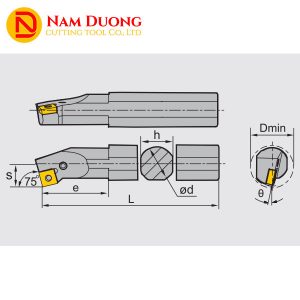
Cán dao tiện lỗ S -PSKNR/L
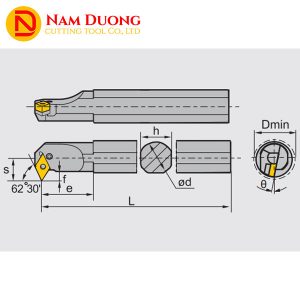
Dao tiện móc lỗ S -PDUNR/L
Dao tiện lỗ S -PDPNR/L
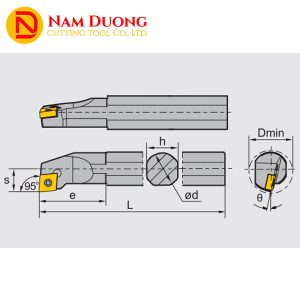
Dao tiện lỗ PCLNR/L
Tên tài khoản hoặc địa chỉ email *
Mật khẩu *
Ghi nhớ mật khẩu
Quên mật khẩu?