Hiển thị kết quả duy nhất
Dao phay đồng (copper)
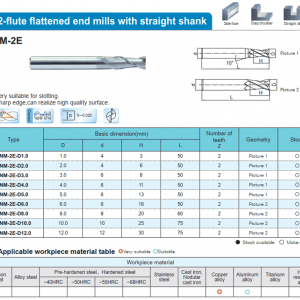
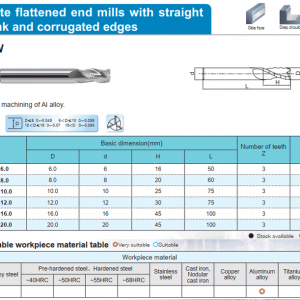
Dao phay phá thô nhôm
Chíp phay nhôm
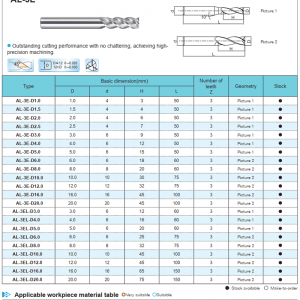
Dao phay nhôm 3 me
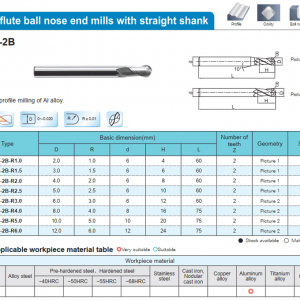
Dao phay cầu nhôm
Tên tài khoản hoặc địa chỉ email *
Mật khẩu *
Ghi nhớ mật khẩu
Quên mật khẩu?