Dụng Cụ Cắt Kim Loại Gia Công Cơ Khí Tốt Chất Lượng, CTY TNHH Nam Dương Tool đem đến những mẫu sản phẩm gọt kim loại và đồ gá kẹp cho máy gia công cơ khí cao cấp, tự hào là đại diện phân phối hàng đầu của các hãng, VERTEX, LAMINA TECH, UNION TOOL, HGT, DHF. Với các công nghệ trong việc sản xuất thiết bị, Hotline: 0911.066.515 (CTY Nam Dương Tool).

Giới Thiệu Sơ Lược Về Dụng Cụ Cắt Kim Loại CTY Nam Dương Tool.
Ngành nghề gia công kim loại, một Dụng Cụ Cắt Kim Loại ( dao cắt ) được dùng để loại bỏ vật liệu ( phoi ) bằng phương pháp bóc tách kim loại là cực kỳ quan trọng. Các vật liệu khác nhau đôi khi đòi hỏi phải được gia công bằng các con dao khác nhau. Trên lý thuyết thì dụng cụ cắt chỉ cần cứng hơn vật liệu chúng ta dự định sẽ gia công thì đều có thể sử dụng, thế nhưng với các vật liệu như Nhôm nếu chúng ta sử dụng dao phay, dao tiện sắt thép sẽ dẫn đến hiện tượng lẹo dao xuất hiện với một tần suất cao hơn hẳn so với con dao khi cắt thép.
Dụng Cụ Cắt Kim Loại được làm bằng vật liệu cứng hơn vật liệu bị cắt và công cụ chịu nhiệt được tạo ra trong quá trình cắt gọt kim loại. Ngoài ra, công cụ phải có một dạng hình học cụ thể, với góc độ được thiết kế sao cho cạnh cắt có thể tiếp xúc với phôi mà không làm phần còn lại của công cụ va chạm vào bề mặt vừa gia công. Góc mặt cắt cũng quan trọng, như độ rộng, số răng và kích thước lưỡi dao… Với các yếu tố để tạo ra một con dao, nhưng nhìn chung 1 con dao cần phải đáp ứng những yếu tố sau:
? Độ cứng : phải đủ độ cứng để không bị biến dạng trong quá trình cắt.
? Độ bền cơ học : là khả năng không bị phá hủy khi chịu áp lực rất lớn trong quá trình cắt.
? Độ bền nhiệt : nhiệt sinh ra trong quá trình cắt là khá lớn có thể làm giảm cơ tính của dao.
? Độ bền mài mòn : vì ma sát trong quá trình cắt gọt là cực lớn.
Vật liệu làm dao.
? Thép gió.
? Thép cacbon dụng cụ.
? Thép hợp kim dụng cụ.
? Hợp kim cứng.
? Gốm ( Ceramic ).
? Vật liệu Siêu cứng ( CTM ).
? Kim cương nhân tạo ( thường được dùng cho khoan ).

Các Loại Dụng Cụ Cắt Kim Loại Sản Xuất Cung Cấp Tại Nam Dương Tool.
Nói đến việc cần phân loại dụng cụ cắt gọt kim loại thì vô cùng đa dạng. Việc phân loại những dụng cụ theo ứng dụng gia công cho máy phay, may tiện, máy khoan cần…
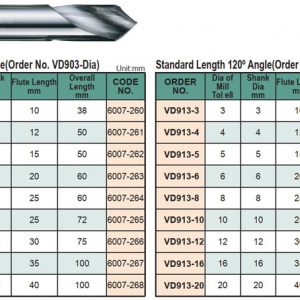
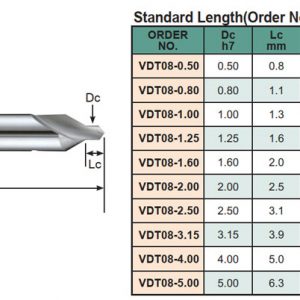
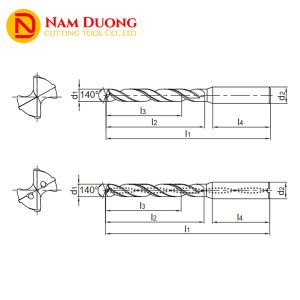
1️⃣. Mũi Khoan.
Được dùng để gia công lỗ chạy trên máy khoan chuyên dụng, máy phay. Mũi khoan thì gồm có mũi khoan chuôi trụ, mũi khoan chuôi côn, mũi khoan tâm, mũi khoan hợp kim, mũi khoan mảnh ghép.

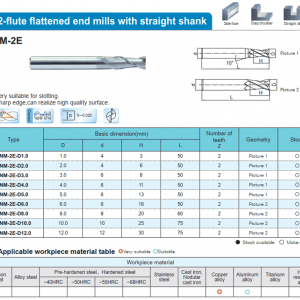
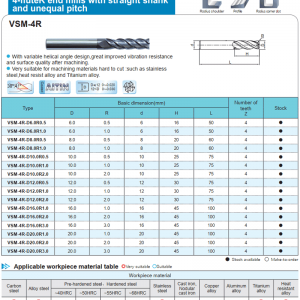
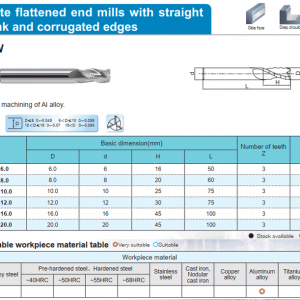
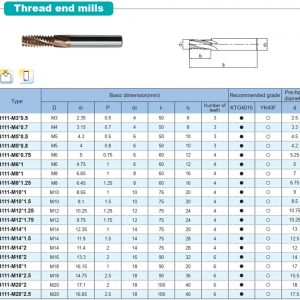
2️⃣. Dao Phay Ngón.
Dụng Cụ Cắt Kim Loại, là loại dao cắt được dùng nhiều trong gia công. Được sử để phay rãnh, phay biên, phay copy, phay bậc. Với thiết kế đa dạng, phức tạp cho từng ứng dụng gia công khác nhau.

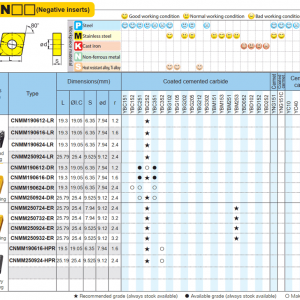
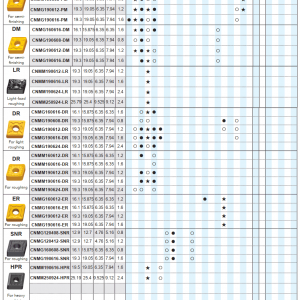
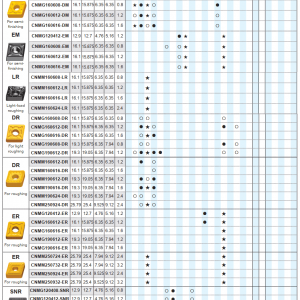
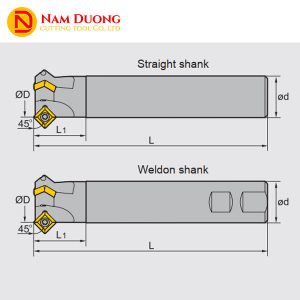
3️⃣. Dao Phay Gắn Mảnh.
Chính là phần lưỡi cắt được gắn mảnh (thường là hợp kim) để tiết kiệm chi phí, cũng như tiện lợi cho việc thay thế.

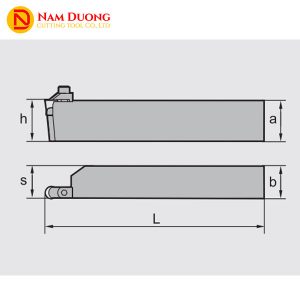
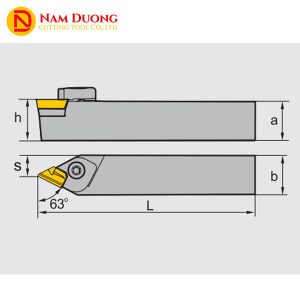
4️⃣. Dao Tiện.
Là loại dao được dùng cho máy tiện CNC, máy tiện cơ. Dao tiện bao gồm: dao tiện trụ trơn, dao móc lỗ, dao cắt đứt, dao rẻ rãnh, dao tiện ren…

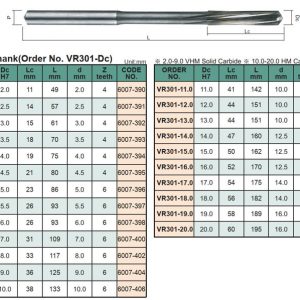
5️⃣. Dao Doa, Mũi Doa.
Chính là những phương pháp gia công tinh trên những lỗ đã được khoan, khoét hoặc tiện. Lượng dư gia công 0.05~0.5mm.

6️⃣. Mũi Taro.
Là các dụng cụ sử dụng để tạo ren, nó là phương pháp phổ biến để tạo ren. Dùng để tạo ren lỗ hoặc ren ngoài. Theo hình dạng mũi taro thì gồm: mũi taro thẳng, mũi taro xoắn, mũi taro nén.

Những Yếu Tố Của Dụng Cụ Cắt Kim Loại Hiện Nay.
Vật liệu làm dụng cụ cắt kim loại là yếu tố quan trọng quyết định năng suất của dao. Năng suất công tác của mọi loại dụng cụ cắt. Phụ thuộc nhiều vào khả năng giữ được tính cắt trong một khoảng thời gian dài. Dao cần đảm bảo yêu tố:
- Độ Cứng: Thường vật liệu cần gia công trong cơ khí chế tạo là thép, gang… có độ cứng cao, do đó để cắt được vật liệu làm dao cần có độ cứng cao hơn (60-65 HRc).
- Độ Bền Cơ Học: Các loại dụng cụ cắt kim loại thường phải làm việc trong điều kiện rất khắc nhiệt: tải trọng lớn không ổn định, nhiệt độ cao, ma sát lớn, rung động… vì thế dễ làm cho phần đầu lưỡi dao bị sứt mẻ. Do đó vật liệu làm dao cần phải có độ bền cơ học (uốn, kéo, nén) càng cao càng tốt.
- Tính Chịu Nóng: Ở vùng cắt nơi tiếp xúc giữa lưỡi cắt và chi tiết gia công do kim loại bị biến dạng và ma sát… Nên nhiệt độ nên rất cao (700-800ºC). Ở nhiệt độ vật liệu làm dao có thể bị thay đổi cấu trúc. Do chuyển biến pha làm giảm tính năng cắt gọt. Vì vậy phần cắt của dụng cụ cắt phải có tính chịu nóng cao. Nghĩa là chịu được nhiệt độ cao trong 1 thời gian dài.
- Tính Chịu Mài Mòn: Với công đoạn làm việc trong điều kiện nhiệt độ cao, mài mòn lớn thì việc dao bị mài mòn là điều bị xảy ra. Thông thường vật liệu càng cứng thì khả năng chống mài mòn càng tốt. Tuy nhiên ở nhiệt độ 700-800ºC thì hiện tượng mài mòn cơ học không còn là chủ yếu nữa. Mà ở đây sự mài mòn chủ yếu do chảy dính. Ngoài ra do việc giảm độ cứng ở phần lưỡi cắt do nhiệt độ cao. Dẫn đến hiện tượng mài mòn xảy ra càng nhiều hơn. Vì vậy vật liệu làm dụng cụ cắt phải có chịu mài mòn tốt.
- Tính Công Nghệ: Vật liệu làm dụng cụ cắt kim loại phải dễ chế tạo: dễ rèn, cán, dễ tạo hình bằng cắt gọt, dễ nhiệt luyện… Ngoài ra vật liệu làm dao phải có tính dẫn nhiệt tốt, độ dai, giá thành rẻ.
Địa Chỉ Mua Bán Những Thiết Bị Dụng Cụ Cắt Kim Loại Chất Lượng.
Bạn đang luôn muốn tìm một địa chỉ mua bán dụng cụ cắt kim loại uy tín – chất lượng – giá thành rẻ, Hãy đến với CTY TNHH Nam Dương Tool uy tín chất lượng nhất sẽ mang đến gì cho khách hàng mong muốn:
– Với nhiều năm hoạt động trên thị trường, chúng tôi nhận được nhiều tín nhiệm của những công ty thuộc những khu công nghiệp, khu chế xuất, các doanh nghiệp tư nhân, các doanh nghiệp nhà nước, các trường dạy nghề và các doanh nghiệp cung cấp máy gia công cơ khí,… Đặc biệt là doanh nghiệp liên doanh của Nhật Bản, Hàn Quốc và Đài Loan. Chúng tôi cam kết sẽ tiếp tục mang đến các sản phẩm và chất lượng dịch vụ tốt nhất.
– Cung cấp sỉ và lẻ số lượng lớn với giá tốt cho khách hàng, cho các đơn vị, tuyển đại lý toàn quốc.
– Với các dịch vụ, chế độ tốt nhất với đội ngũ nhân viên tư vấn hiểu biết sản phẩm, nhiệt tình, hỗ trợ đáp ứng nhu cầu của từng khách hàng.
– Tất cả các sản phẩm tại namduongtool.com đều được bảo hành tốt, hoàn tiền 100% nếu phát hiện hàng giả, hàng Fake, hàng kém chất lượng.
– Giá thành phù hợp – Các Loại Dụng Cụ Cắt Kim Koại chính hãng giá rẻ đi kèm với chất lượng mà bạn nên tìm hiểu thật kĩ.

Cam Kết Khi Mua Bán Báo Giá Dụng Cụ Cắt Kim Loại Của CTY TNHH Nam Dương.
? Là đơn vị chuyên phân phối về dụng cụ cắt kim loại giá rẻ, với hàng nghìn sản phẩm được chúng tôi phân phối tốt ra ngoài thị trường và được khách hàng đánh giá rất cao, cam kết với đơn vị dẫn vị thế dẫn đầu trong lĩnh vực cung cấp Mua Bán Dụng Cụ Cắt Gọt Kim Loại. Chắc chắn bạn sẽ nhận được sự yên tâm và hài lòng tuyệt đối.
? Đến với CTY Nam Dương Tool, với tất cả là mẫu sản phẩm đều được cam kết 100% hàng cao cấp nhập khẩu nguyên chiếc từ NSX. Khi phát hiện hàng Fake, hàng kém chất lượng, hàng đểu, hàng nhập lậu, hàng giả, thì CTY chúng tôi sẽ 1 đổi 1 sản phẩm hoặc giả lại cửa hàng.
? Với đội ngũ nhân viên kỹ thuật, CSKH tư vấn bán hàng, với nhiều năm kinh nghiệm luôn sẵn sàng phục vụ khách hàng nhanh chóng, chuyên nghiệp.
? Quý Khách sẽ được trải nghiệm tất cả các sản phẩm trực tiếp tại CTY Nam Dương Tool giới thiệu sản phẩm của chúng tôi.
? Là nơi chuyên cung cấp, bán giá gốc, Dụng Cụ Cắt Kim Loại Giá Rẻ, cảm kết không chỗ nào giá tốt hơn, 1 đổi 1 sản phẩm trong vòng 7 ngày (nếu có lỗi từ NSX).
Bạn đang đi tìm một đơn vị cung cấp Dụng Cụ Cắt Kim Loại Đa Năng Chính Hãng? Nam Dương Tool sẽ là lựa chọn hàng đầu của khách hàng, là đơn vị chuyên phân phối cung cấp các dụng cụ cho nhiều đơn vị lớn nhà xưởng cnc, khu công nghiệp…, chúng tôi tự tin cung ứng các sản phẩm cho tất cả dự án, mang đến những điểm cộng bộ máy hoạt động của nhà xưởng, tuyển đại lý trên toàn quốc.