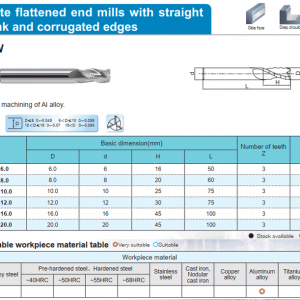
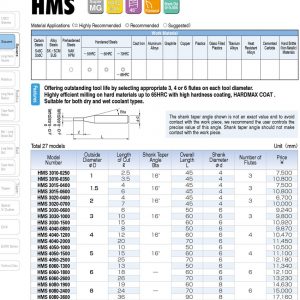
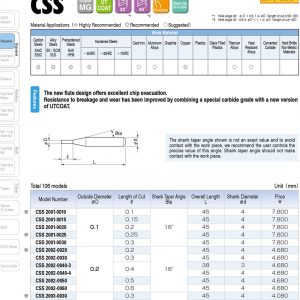
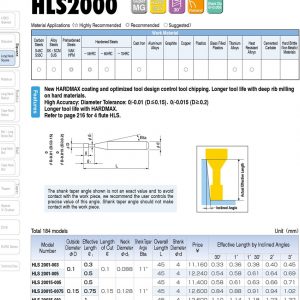
Mũi phay hợp kim

Giá: Liên Hệ
Giá: Liên Hệ
Giá: Liên Hệ

Giá: Liên Hệ

Giá: Liên Hệ

Giá: Liên Hệ

Giá: Liên Hệ
Giá: Liên Hệ
Giá: Liên Hệ
Giá: Liên Hệ
Giá: Liên Hệ
Giá: Liên Hệ
Giá: Liên Hệ
Giá: Liên Hệ
Giá: Liên Hệ
Giá: Liên Hệ

Giá: Liên Hệ
Giá: Liên Hệ

Giá: Liên Hệ