KHOAN KHÔNG QUAY
Khoan không quay là gì?
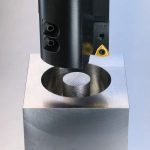
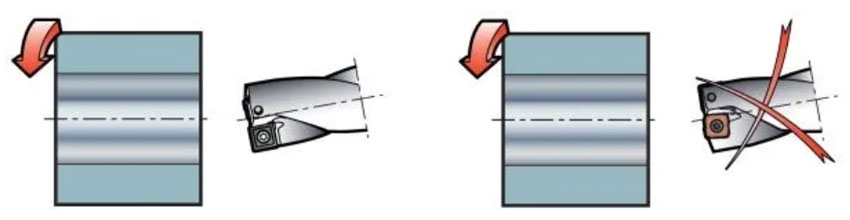
Khoan không quay là khi phôi quay thay vì mũi khoan. Khi sử dụng phương pháp này, điều cực kỳ quan trọng là phải đảm bảo tâm mũi khoan thẳng với đường tâm của máy.
Khuyến nghị căn chỉnh cho khoan không quay:
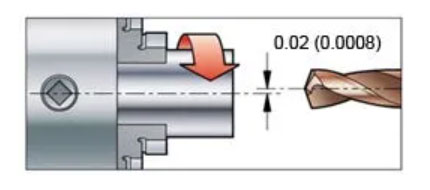
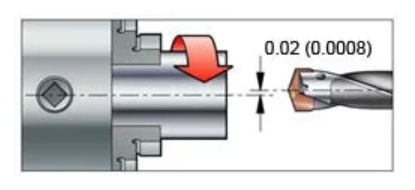
Giảm nhỏ nhất độ đảo dụng cụ hoặc TIR (Độ đảo đồng hồ tổng) để có hiệu suất tốt nhất.
Lưu ý: Mũi khoan ghép mảnh tạo thành một lõi trung tâm nhỏ có thể nhìn thấy ở đáy lỗ hoặc tấm. Kích thước của lõi phải nằm trong khoảng 0,05 – 0,15mm; nếu không, nó có thể gây ra hiện tượng gãy cạnh cắt, rung, lỗ quá khổ và mòn trên thân mũi khoan. Khi khoan trên máy tiện, kích thước lõi sẽ thay đổi do các vị trí khác nhau.
Mũi khoan hợp kim
Mũi khoan ghép mảnh
Mũi khoan có đầu mũi khoan thay đổi
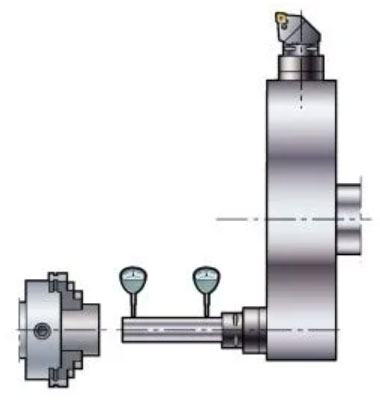
Căn chỉnh mũi khoan không quay:
Căn chỉnh mũi khoan phải song song với trục chính; nếu không, lỗ có thể quá lớn hoặc quá nhỏ hoặc hình phễu. Phép đo có thể được thực hiện bằng đồng hồ so cùng với trục chuẩn kiểm tra.
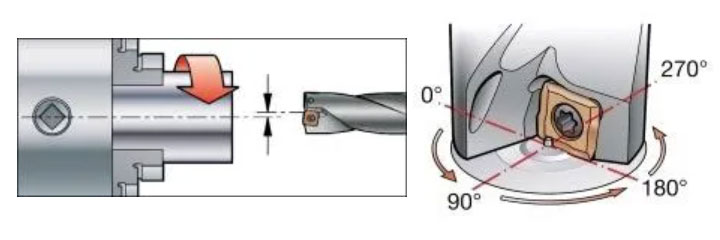
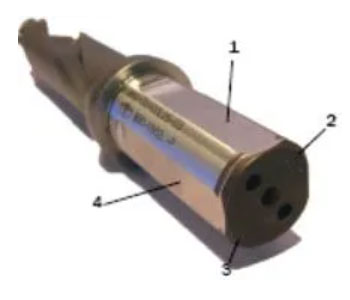
Mũi khoan có bốn mặt phẳng ở chuôi (mũi khoan ghép mảnh):
Sử dụng mũi khoan có bốn mặt phẳng được bố trí đều nhau xung quanh chuôi thân mũi khoan. Tạo các lỗ bằng mũi khoan được gắn ở bốn vị trí phẳng (0°, 90°, 180°, 270°). Việc đo lỗ sẽ chỉ ra vị trí của chíp dao chu vi ngoài so với đường tâm phôi, từ đó sẽ chỉ ra trạng thái căn chỉnh của máy.
Độ lệch do đài gá dao bị lệch:
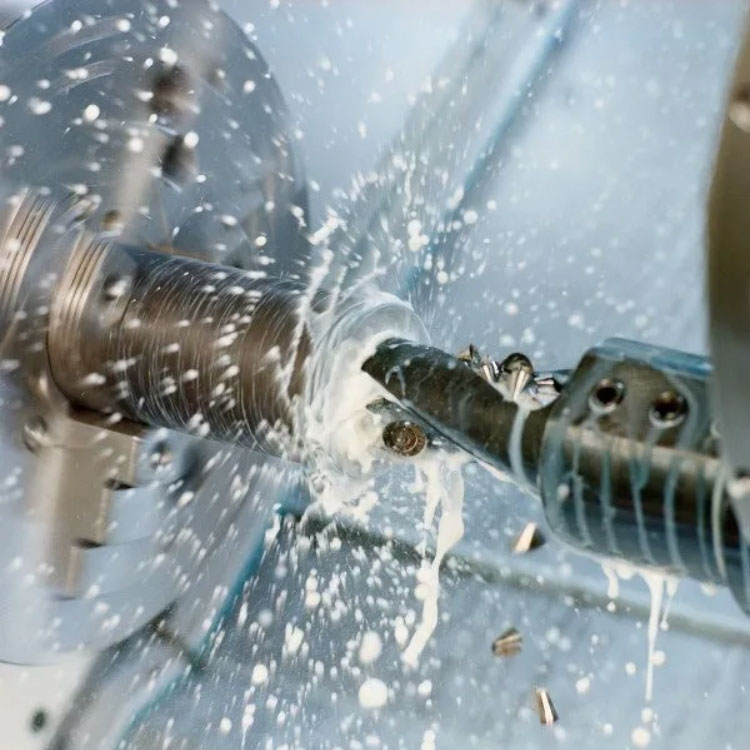
Độ lệch của đài dao trên máy tiện CNC có thể là một vấn đề, đặc biệt khi sử dụng mũi khoan lớn hơn và bước tiến cao, có thể tạo ra lực lớn.
Để kiểm tra độ ổn định, hãy khoan một lỗ có tốc độ tiến dao thấp và một lỗ có tốc độ tiến dao cao và đo kích thước lỗ. Nếu có sự khác biệt lớn về kích thước lỗ, đài dao có thể có xu hướng bị lệch.
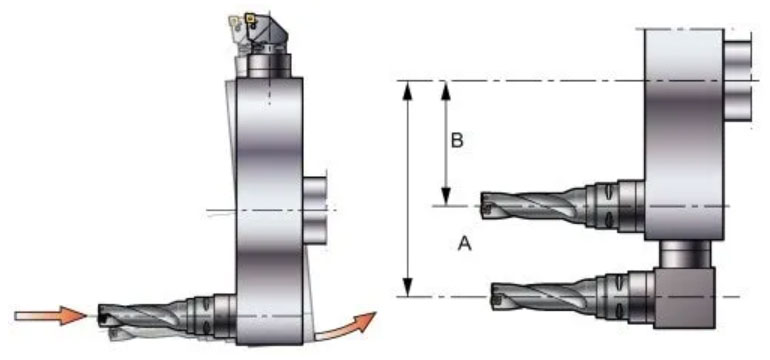
Giảm thiểu độ lệch của đài gá dao
Trước tiên, hãy kiểm tra xem có thể giảm nhỏ nhất lực đòn bẩy bằng cách lắp mũi khoan theo cách khác hay không. Luôn lắp dụng cụ càng gần tâm đài dao càng tốt. Vị trí B thích hợp hơn vị trí A.
Nếu điều này là không thể, việc giảm bước tiến/vòng quay (fn) sẽ làm giảm lực tiến dao. Để duy trì năng suất như cũ, tốc độ cắt vc có thể tăng lên vì nó không ảnh hưởng đến lực tiến dao.
Đối với các mũi khoan ghép mảnh, nếu không thể tránh được độ lệch của đài dao, thì nên lắp mũi khoan với bộ chíp khoan chu vi như minh họa trong hình bên trái, để tránh mài mòn trên thân mũi khoan.
—————-
Công ty TNHH dụng cụ cắt Nam Dương là nhà cung cấp hàng đầu về dụng cụ cắt kim loại và các đồ gá gá kẹp trên máy gia công cơ khí. Hãy liên hệ với chúng tôi để có tư vấn và báo giá tốt nhất về các sản phẩm bạn cần!