Công dụng mũi taro nén Forming tap:
– Mũi taro nén “Forming tap” sử dụng để tạo ren lỗ cho các vật liệu mềm như: nhôm; inox; thép mềm (thành phần Cacbon 0.05% – 0.29%).
– Gia công sử dụng mũi taro nén Forming tap là kiểu gia công không tạo phoi.
– Tạo ren lỗ từ: M1 ~ M16.
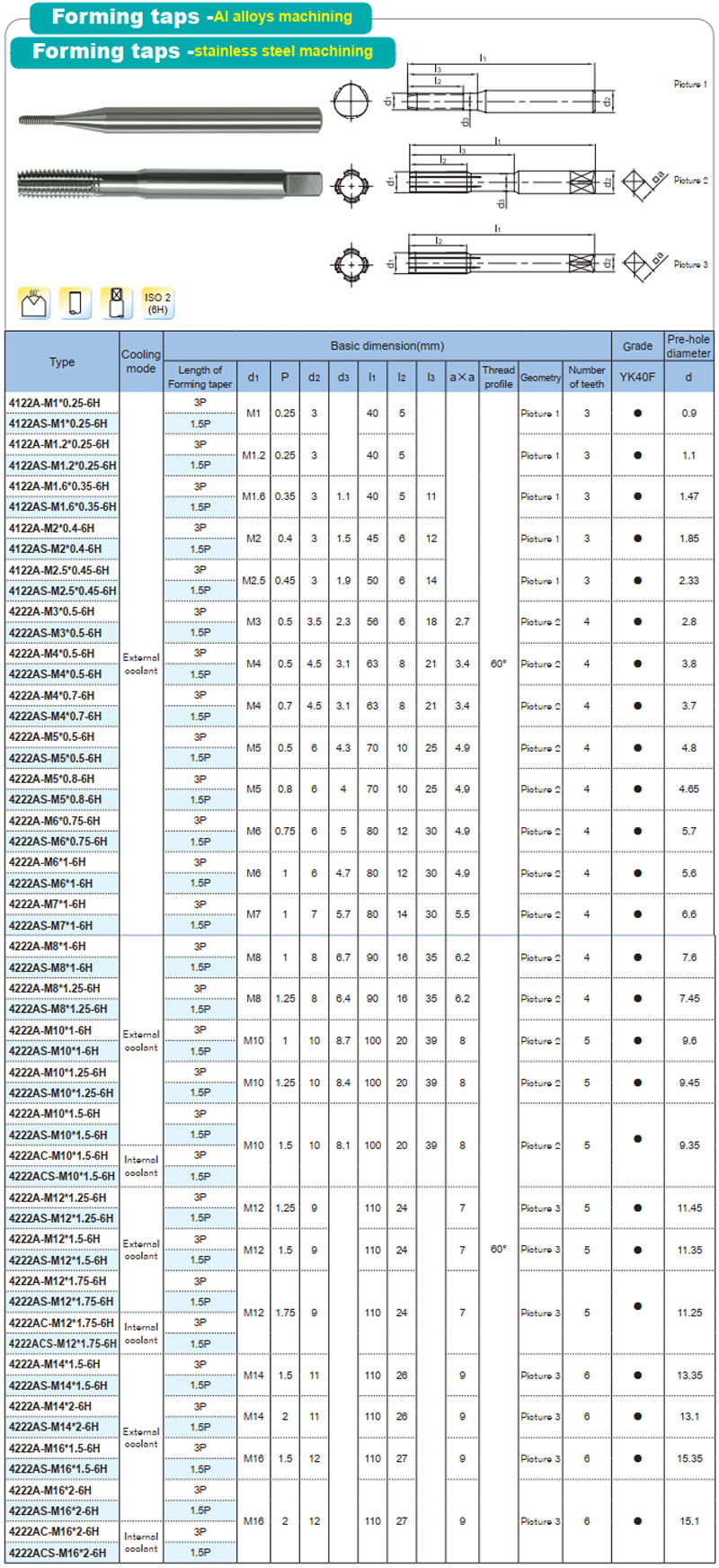
Thông số mũi taro nén Forming tap:
– Mũi taro nén Forming tap có dải kích thước ren từ M1 đến M16. Mỗi với loại ren có các bước ren khác nhau. Chúng ta sẽ tra theo bảng bên dưới.
– Cột thứ 1 “Type”: Mã sản phẩm của mũi taro. Sau dấu “-” của mã sản phẩm ta có thể đọc được kiểu ren, bước ren và dung sai mũi taro. Ví dụ: mã sản phẩm 4122A-M1*0.25-6H: ren hệ mét M1, bước ren 0.25mm và dung sai mũi taro là 6H.
– Cột thứ 2 “Cooling mode”: kiểu tưới nguội trong (có lỗ tưới ngội trong mũi taro) hoặc ngoài.
– Cột thứ 3 “Length of Forming taper”: Chiều dài phần đầu côn đầu mũi taro, gấp mấy lần bước ren P.
– Cột thứ 4 “d1”: đường kính đỉnh mũi taro.
– Cột thứ 5 “P”: Chiều dài bước ren.
– Cột thứ 6 “d2”: đường kính chuôi ta rô.
– Cột thứ 7 “d3”: đường kính cổ taro.
– Cột thứ 8 “l1”: chiều dài toàn bộ mũi taro.
– Cột thứ 9 “l2”: chiều dài phần lưỡi cắt mũi taro.
– Cột thứ 10 “l3”: chiều dài thoát mũi taro.
– Cột thứ 11 “a x a”: kích thước vuông chuôi taro. Kích thước này được collet kẹp ta rô kẹp lại đển truyền mô men quay taro khi gia công ren. Với ren nhỏ từ M1 ~ M2.5, vì lực gia công nhỏ nên chuôi ta rô tròn.
– Cột thứ 12 “Thread profie”: Góc đỉnh ren tạo ra (có góc 60° là ren hệ mét; 55° là ren hệ Inch).
– Cột thứ 13 “Geometry”: hình dạng taro, theo hình ảnh 1, 2 hoặc 3.
– Cột thứ 14 “Number of teeth”: số răng cắt của taro.
– Cột thứ 15 “Grade”: Lớp phủ mũi taro.
– Cột thứ 16 “Pre-hole diameter”: Đường kính khoan trước khi taro. So với tạo ren bằng mũi taro cắt ren, thì khi dùng mũi taro nén lỗ khoan sẽ lớn hơn. Vì mũi taro sẽ nén phần vật liệu trong lỗ lại, tạo ren và không tạo ra phoi. Do bề mặt ren được nén, nên chất lượng ren tốt hơn rất nhiều so với gia công kiểu cắt ren.
Cách sử dụng mũi taro nén Forming tap:
– Trước khi taro bằng mũi taro nén, chúng ta cần khoan lỗ đạt kích thước như cột cuối cùng trên bảng trên theo ren cần gia công.
– Mũi taro sẽ được lắp vào collet taro đúng theo kích thước a x a như trên (trừ các mũi taro từ M1 ~ M2.5).

– Với mỗi ren gia công, ta chọn đúng kích thước và bước ren theo bảng thông số phía trên.
– Lưu ý: Mũi taro nén Forming tap chỉ gia công các vật liệu mềm như: nhôm; inox; thép mềm (thành phần Cacbon 0.05% – 0.29%).
– Hãy liên hệ với Công ty Nam Dương chúng tôi để được tư vấn tốt nhất về sản phẩm và giá cả:
Công ty TNHH dụng cụ cắt Nam Dương
- Địa chỉ: Số 12 ngõ 22 đường Phạm Thận Duật, phường Mai Dịch, quận Cầu Giấy, TP Hà Nội.
- Tel.: 024-6680 1743
- Email: [email protected]
- Hotline: 0911 066 515