Công dụng mũi vát mép:
– Mũi vát mép dùng váp cạnh 45°, vát mép miệng lỗ trên máy phay.

Thông số mũi vát mép:
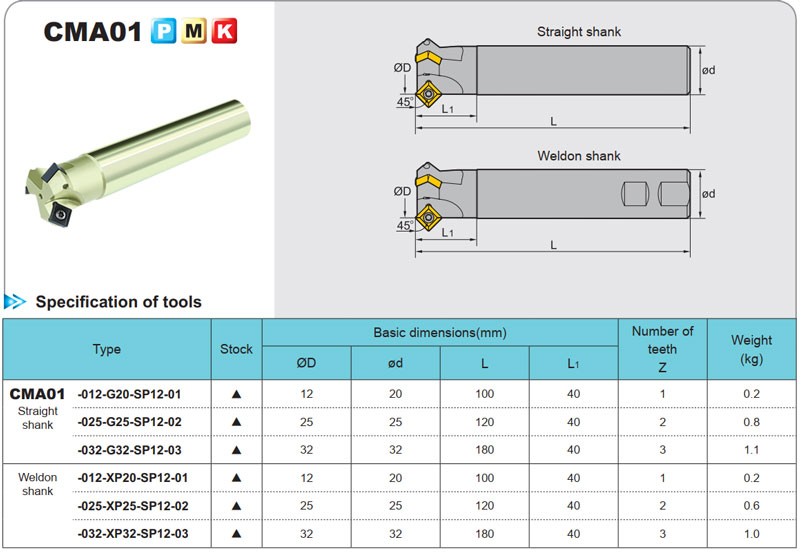
– Hình ảnh và thông số của dao vát mép như hình ảnh catalogue bên dưới.
– Đầu mũi dao có góc là 90°.
– Để chọn model sản phẩm, chúng ta chọn theo cột đầu tiên “Type”:
– CMA01-012-G20-SP12-01: Dao vát góc 45°; đường kính lỗ nhỏ nhất vát được là Φ12; chuôi dao phay là 20mm; chiều dài dao vát mép 100mm; sử dụng chíp phay SPMT120408.
– CMA01-025-G25-SP12-02: Dao vát góc 45°; đường kính lỗ nhỏ nhất vát được là Φ25; chuôi dao phay là 25mm; chiều dài dao vát mép 120mm; sử dụng chíp phay SPMT120408.
– CMA01-032-G32-SP12-03: Dao vát góc 45°; đường kính lỗ nhỏ nhất vát được là Φ32; chuôi dao phay là 32mm; chiều dài dao vát mép 180mm; sử dụng chíp phay SPMT120408.
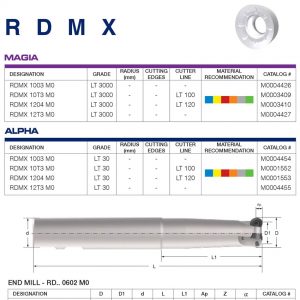
- Các kích thước còn lại được thể hiện trên bảng và theo hình vẽ.
– Mũi vát mép được sử dụng kết hợp phổ biến với chíp phay SPMT120408. Dùng phay vát 45° mép cạnh và miệng lỗ.
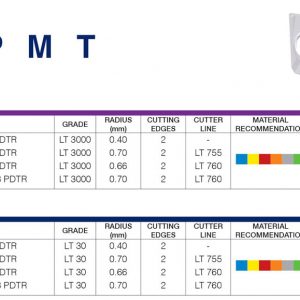
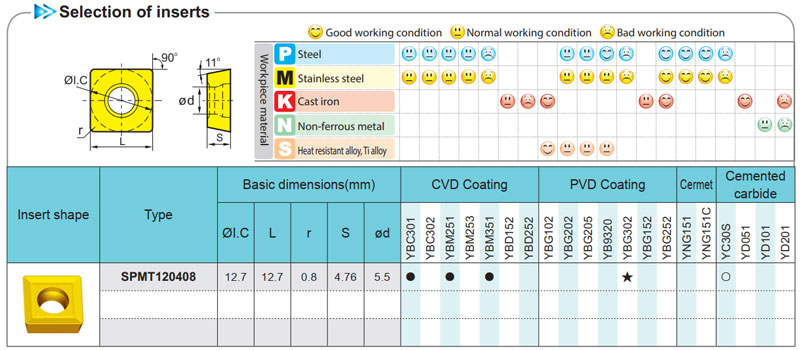
– Với cán mũi vát mép, chúng ta có thể mua các loại chíp tiện SPMT120408 khác nhau theo bảng sau cho từng mục đích ra công riêng:
– P – Steel: Dùng cho tiện thép.
– M – Stainless steel: Dùng cho tiện inox.
– K – Cast iron: Dùng cho tiện gang.
Hãy liên hệ với Công ty Nam Dương chúng tôi để được tư vấn tốt nhất về sản phẩm và giá cả:
Công ty TNHH dụng cụ cắt Nam Dương
- Địa chỉ: Số 12 ngõ 22 đường Phạm Thận Duật, phường Mai Dịch, quận Cầu Giấy, TP Hà Nội.
- Tel.: 024-6680 1743
- Email: info@namduongtool.com
- Hotline: 0911 066 515