TIỆN RÃNH VÀ TIỆN CẮT ĐỨT TRÊN CÁC NHÓM VẬT LIỆU KHÁC NHAU
Tiện rãnh và tiện cắt đứt nhôm và kim loại màu – Nhóm N
| Kim loại màu là những loại kim loại mềm hơn như nhôm, đồng đỏ (copper), đồng thau (brass),… Hợp kim nhôm có hàm lượng silic (Si) 13% rất dễ mài mòn. Nói chung, tốc độ cắt cao và tuổi thọ dụng cụ dài có thể đặt được đối với các chíp tiện có cạnh sắc.
Để đạt được các cạnh sắc này, đường cạnh cắt thường phải được mài và hợp kim (carbide) cần phải không được phủ hoặc có phủ lớp mỏng. Đối với các chi tiết yêu cầu bề mặt hoàn thiện cực cao, nên sử dụng chíp tiện kim cương đa tinh thể (PCD) nó cung cấp khả năng sử dụng chế độ cắt cao và đảm bảo tuổi thọ dụng cụ lâu dài. |
 |
Tiện rãnh và tiện cắt đứt siêu hợp kim chịu nhiệt (HRSA – heat-resistant super alloys) – Nhóm S
| Siêu hợp kim chịu nhiệt HRSA được chia thành ba nhóm: hợp kim nền niken, hợp kim nền sắt và hợp kim nền coban. Các tính chất vật lý và hoạt động gia công của mỗi nhóm khác nhau đáng kể. Việc kim loại được ủ hay già có ảnh hưởng đặc biệt đến các tính chất gia công tiếp theo, vì độ cứng thay đổi từ 150HB đến 440 HB.
Khả năng gia công của vật liệu HRSA nói chung là kém so với cả thép nói chung và inox (thép không gỉ). Để có tốc độ cắt cao hơn, chíp tiện sứ (ceramic) sẽ cải thiện đáng kể năng suất. |
 |
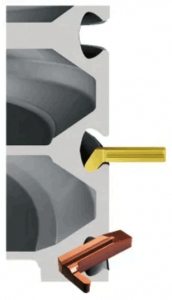
Tiện rãnh và tiện cắt đứt hợp kim titan – Nhóm S
| Hợp kim titan thường được gia công trong điều kiện ủ hoặc xử lý nhiệt hoặc hóa già, độ cứng có thể thay đổi trong khoảng 250–440 HB.
Khả năng gia công kém so với cả thép nói chung và inox (thép không gỉ), điều này đặt ra những yêu cầu cụ thể đối với các dụng cụ cắt. Chúng tôi khuyên bạn nên dùng chíp tiện cạnh sắc nét và không lớp phủ. Để đạt được khả năng bẻ phoi tốt trong các vật liệu phoi dài, chẳng hạn như hợp kim titan, và để kéo dài tuổi thọ của dụng cụ, chúng tôi khuyên bạn nên sử dụng dung dịch mát áp suất cao. |
 |
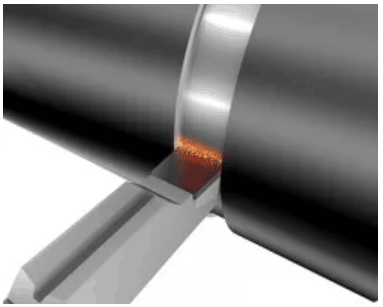
Tiện rãnh và tiện cắt đứt vật liệu cứng – Nhóm H
| Công nghệ sản xuất hiện đại đặt ra yêu cầu ngày càng cao đối với các chi tiết được thực hiện trong một lần gá đặt, tạo ra nhu cầu gia công các chi tiết cứng (sau nhiệt). Vật liệu dụng cụ cắt, chẳng hạn như CBN (nitride boron khối), sử dụng gia công như một chất tăng năng suất khi tiện được sử dụng thay vì mài. Có thể gia công các chi tiết cứng từ 50 – 65HRC.
Đối với các lỗ nhỏ, nên dùng chíp tiện rãnh có đầu nghiêng CBN. Chúng phù hợp cho cả các vết cắt liên tục và gián đoạn và được thiết kế để đạt được chất lượng bề mặt tốt và giữ được dung sai chặt chẽ. |
 |
Các nhóm vật liệu phôi:
Trong ngành công nghiệp cắt kim loại, có rất nhiều thiết kế chi tiết khác nhau và các loại vật liệu khác nhau được sử dụng. Mỗi vật liệu có những đặc điểm riêng biệt chịu ảnh hưởng của các yếu tố hợp kim, xử lý nhiệt, độ cứng, v.v… Điều này ảnh hưởng mạnh mẽ đến việc lựa chọn hình học, lớp phủ và chế độ cắt của dụng cụ cắt. Do đó, vật liệu phôi đã được chia thành 6 nhóm chính theo tiêu chuẩn ISO, trong đó mỗi nhóm có các đặc tính riêng biệt về khả năng gia công.
Nhóm P – Thép là nhóm vật liệu lớn nhất trong ngành cắt gọt kim loại. Vật liệu này bao gồm từ không hợp kim đến hợp kim cao và bao gồm cả thép đúc. Khả năng gia công bình thường là tốt, nhưng khác nhau rất nhiều tùy thuộc vào độ cứng của vật liệu, hàm lượng cacbon, v.v…
Nhóm M – Thép không gỉ (inox) là vật liệu được hợp kim hóa với tối thiểu 10,5% Crom. Các nguyên tố hợp kim khác, chẳng hạn như niken và molypden, cũng có thể được thêm vào. Các trạng thái khác khác nhau của inox, chẳng hạn như ferit, mactenxit, Austenit và Austenit-ferit (duplex), làm cho nhóm hợp kim này lớn. Điểm chung của các loại hợp kim này là chúng khiến các cạnh cắt chịu rất nhiều nhiệt, mài mòn mặt trước và dính vật liệu phôi.
Nhóm K – Gang, trái với thép, gang là một loại vật liệu hình thành phoi ngắn. Gang xám (GCI) và gang dẻo (MCI) khá dễ gia công, trong khi gang cầu (NCI), gang đặc (CGI) và gang đúc (ADI) thì khó gia công hơn. Tất cả các loại gang đúc đều chứa silic cacbua (SiC), rất dễ mài mòn lưỡi cắt.
Nhóm N – Kim loại màu là các loại kim loại mềm hơn như nhôm, đồng đỏ, đồng thau, v.v … Nhôm có hàm lượng silic (Si) 13% rất dễ mài mòn. Nói chung, nhóm này có thể đạt được tốc độ cắt cao và tuổi thọ dụng cụ dài khi sử dụng chíp dao có cạnh sắc.
Nhóm S – Siêu hợp kim chịu nhiệt bao gồm một số vật liệu hợp kim cao từ sắt, niken, coban và titan. Chúng dẻo, tạo cặn trên các cạnh cắt, có xu hướng gia công cứng và sinh nhiệt, tương tự như vật liệu nhóm M (inox) nhưng khó cắt hơn nhiều và tuổi thọ dụng cụ bị rút ngắn.
Nhóm H – Nhóm này bao gồm thép có độ cứng từ 45–65 HRC cũng như gang lạnh khoảng 400–600 HB. Độ cứng của chúng khiến chúng khó gia công. Gia công vật liệu này tạo ra nhiệt trong quá trình cắt và rất mài mòn các cạnh cắt.

—————–
Công ty TNHH dụng cụ cắt Nam Dương là nhà cung cấp hàng đầu về dụng cụ cắt kim loại và các đồ gá gá kẹp trên máy gia công cơ khí. Hãy liên hệ với chúng tôi để có tư vấn và báo giá tốt nhất về các sản phẩm bạn cần!





