PHAY VAI (Shoulder milling)
Nguyên công phay vai bao gồm:
– Phay vai/mặt (Shoulder/face milling).
– Phay chu vi viền (Edging peripheral milling).
– Phay vai tường mỏng lệch (Shoulder milling of thin deflecting walls).
Phay vai/mặt:

Phay vai/mặt thành công là gì?
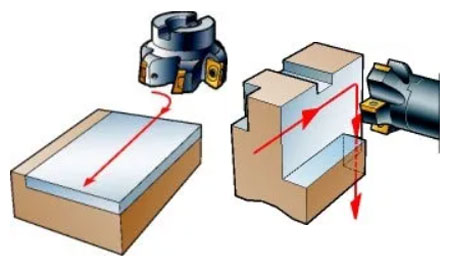
Phay vai tạo ra hai mặt đồng thời, nó yêu cầu phay chu vi (cạnh đứng) kết hợp với phay mặt phẳng (nằm ngang). Phay đạt được một cạnh vai 90° thực sự là một trong những yêu cầu quan trọng nhất. Phay vai có thể được thực hiện bằng dao phay vai vuông truyền thống (square shoulder cutters), cũng như bằng cách sử dụng dao phay ngón (end mill), dao phay cạnh dài (long-edge cutters) và dao phay mặt và mặt bên (side and face milling cutters). Do có nhiều lựa chọn như vậy, điều cần thiết là chúng ta phải xem xét các yêu cầu gia công một cách cẩn thận, để đưa ra lựa chọn tối ưu.
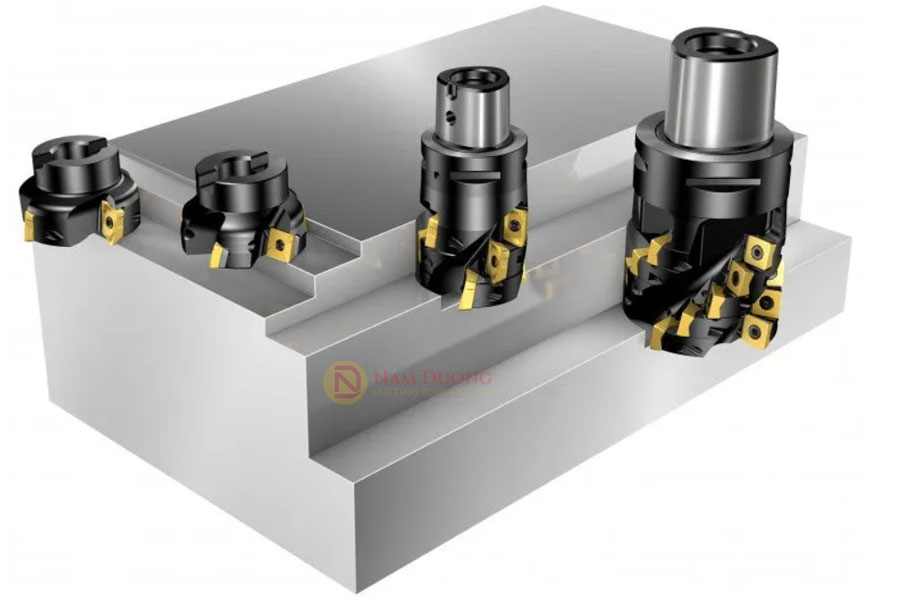
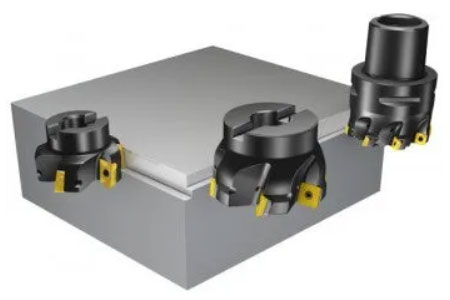
Lựa chọn dụng cụ cho phay vai/mặt:
Dao phay vai (Shoulder milling cutters)
Dao phay vai theo thiết kế thông thường thường có khả năng phay “chính xác”, vai nông 90°. Nhiều dao phay vai là dao phay vạn năng và có thể được sử dụng thuận lợi để tạo lỗ. Chúng cung cấp một giải pháp thay thế tốt cho dao phay mặt khi phay các bề mặt lệch hướng trục hoặc để phay gần các mặt thẳng đứng.
Dao phay mặt đầu (End milling cutters)
Dao phay ghép mảnh và dao phay ngón nguyên khối cung cấp các giải pháp tốt cho các góc vai khó tiếp cận.
Dao phay lưỡi cắt dài (Long-edge milling cutters)
Dao phay cạnh cắt dài thường được sử dụng để phay vai sâu hơn.
Làm sao để sử dụng các dao phay vai
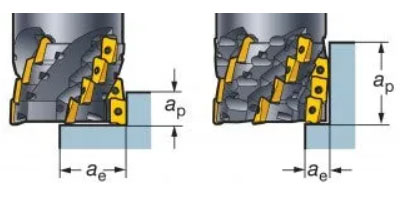
Phay vai nông
Phay vai nông được sử dụng thường xuyên này thường được thực hiện bởi dao phay mặt vai và dao phay ngón. Một lớp cắt nông cho phép cắt xuyên tâm lớn hơn. Thông thường, những dao phay này có thể thay thế các dao phay mặt, đặc biệt khi áp lực dọc trục lên phôi bị hạn chế và khi có yêu cầu về khả năng tiếp cận gần các mặt thẳng đứng hoặc các phần cố định. Các lựa chọn dao phay vai quá khổ cung cấp khả năng tiếp cận tối ưu khi phay các vai nông ở vị trí sâu.
Phay vai sâu
Sử dụng các lớp cắt lặp đi lặp lại với dao phay mặt vai và dao phay ngón. Để giảm thiểu các lỗi bề mặt, chẳng hạn như vết vỏ sò và các cạnh chuyển tiếp giữa các lớp cắt, một dao phay có độ chính xác cao có thể tạo ra các vai góc 90º chính xác là một yêu cầu tuyệt đối. Nếu chiều sâu của vai nhỏ hơn 75% chiều dài lưỡi cắt, chất lượng của bề mặt thẳng đứng thường không yêu cầu gia công tinh thêm.
Sử dụng phay một lần với dao phay lưỡi cắt dài
Dao phay lưỡi cắt dài là một giải pháp tốt cho các nguyên công phay vai sâu hơn, lớn hơn và thường nặng hơn. Chúng có khả năng loại bỏ kim loại cao và thường được sử dụng để phay thô, do kết cấu bề mặt tạo ra được đặc trưng bởi phay mặt bên với tốc độ tiến dao cao.
Những dao phay này đưa ra yêu cầu về:
– Sự ổn định.
– Điều kiện của trục chính.
– Khả năng sơ tán phoi.
– Bầu kẹp dao phay.
– Công suất.
Lực hướng tâm là đáng kể, làm cho ứng dụng này trở thành một gia công phay mặt khó khăn.
Dao phay lưỡi cắt dài ngắn hơn phù hợp cho:
– Phay vai rộng nhưng nông.
– Phay xẻ rãnh đầy đủ với chiều sâu bằng đường kính, có thể bù đắp cho những hạn chế của máy.
Các kiểu dao phay dài hơn dành cho:
– Phay vai với chiều sâu hướng tâm trung bình.
– Viền khỏe, máy ổn định.
Phay vai ở vị trí sâu

Các lựa chọn dao phay vai quá khổ cung cấp khả năng tiếp cận tối ưu khi phay các vai nông ở vị trí sâu. Đối với những vai nằm ở độ sâu lớn hơn, hãy sử dụng các phần mở rộng với khớp nối dài. Dao phay lưỡi cắt dài cũng có sẵn các kích thước ngoại cỡ để sử dụng cho các phay vai nằm sâu hơn. Tuy nhiên, chiều sâu cắt hướng tâm bị hạn chế hơn.
Danh sách ứng dụng và gợi ý sử dụng trong gia công phay vai

– Phay thuận (Down-milling) luôn là lựa chọn hàng đầu và đặc biệt quan trọng đối với phay vai do góc vào là 90°.
– Việc gia công phải được thực hiện theo cách hướng các lực cắt về phía các điểm đỡ của đồ gá, trong chừng mực có thể. Do đó, phay nghịch có thể là một giải pháp thay thế thuận lợi trong một số trường hợp.
– Việc lựa chọn bước dao cắt phụ thuộc vào độ ổn định của toàn bộ hệ thống, bao gồm: máy gia công, phôi và đồ gá kẹp, cũng như vật liệu phôi.
– Trong các máy gia công có kiểu trục máy ISO40 và máy nhỏ hơn, dao phay bước thô được khuyên dùng, do độ ổn định hạn chế.
– Dao phay cắt bước thô cũng được khuyên dùng để gia công các chi tiết được gắn trên cao trên thiết bị cố định hình khối.
– Vị trí của dao cắt trên phôi là cực kỳ quan trọng và cần được chú ý nhiều hơn.
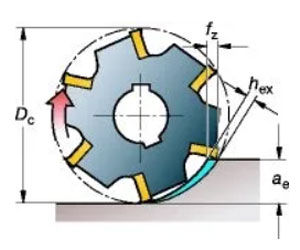
– Khi Dc/ae >10, bước tiến dao fz, phải được điều chỉnh theo giá trị hex để đạt được kết quả tốt và tránh gãy cạnh.
– Nếu chiều sâu của vai nhỏ hơn 75% chiều dài lưỡi cắt, chất lượng của bề mặt thẳng đứng thường không yêu cầu gia công tinh thêm.
– Chọn lớp phủ chíp dao carbide bền hơn loại dùng cho phay khỏa mặt.
– Nếu sử dụng dao phay lưỡi cắt dài, các điều kiện rất khắt khe; do đó, cần một lớp phủ thậm chí còn bề hơn có thể được yêu cầu.
– Lớp cắt càng sâu thì càng cần chọn tốc độ cắt thấp hơn để tránh rung động.
– Khi rung động xảy ra, hãy giảm vc và tăng fz – kiểm tra giá trị hex được khuyến nghị!
– Đảm bảo công suất máy đáp ứng được cho chế độ cắt đã chọn.
Bầu kẹp dao phay trong phay vai
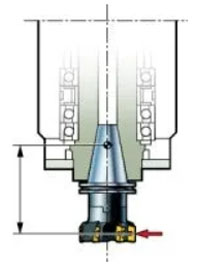
– Cần chú ý đến các yêu cầu về năng lượng khi thực hiện các lớp cắt lớn, đặc biệt là với dao phay lưỡi dài.
– Việc lắp dao có ảnh hưởng lớn nhất đến kết quả phay đối với dao phay đường kính nhỏ hơn 50mm.
– Độ sâu cắt càng lớn, kích thước và độ ổn định của khớp nối càng trở nên quan trọng, vì lực hướng tâm là đáng kể khi sử dụng dao phay mặt vai, đặc biệt là dao phay lưỡi cắt dài.
Đường vào vết cắt khi phay vai
– Các đường vào cắt trơn tru là điều cần thiết để tránh rung động và kéo dài tuổi thọ của dụng cụ, đặc biệt khi phay vai.
– Lập trình cho dao phay đi vào vết cắt – luôn tạo ra độ dày phoi khi thoát ra bằng không. Đồng thời, điều này sẽ đảm bảo cả bước tiến dao cao hơn và tuổi thọ dụng cụ dài hơn.
– Phương pháp này phù hợp nhất cho các ứng dụng mà bạn đang phay xung quanh các góc bên ngoài, vì nó tránh được những thay đổi đột ngột trong vết cắt.
– Giữ cho dao phay hoạt động trong quá trình cắt liên tục.
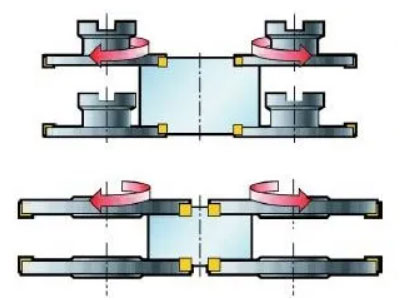
Phay vai sử dụng dao phay cạnh và mặt
Dao phay mặt và cạnh cũng được sử dụng để phay vai, đặc biệt nếu hình dạng hẹp nhưng rộng chiều hướng kính. Những dao cắt này thường là giải pháp khả thi duy nhất cho mặt sau của vai và mặt khuất.
Phải Bên trái
Phay chu vi viền

Phay chu vi viền thành công là gì?
Gia công một cạnh thực sự là một nguyên công phay mặt đứng được áp dụng trong các lần chạy dao tạo đường viền. Phay cạnh và viền là các tùy chọn của phay chu vi.
Lựa chọn dao phay khi phay chu vi

– Các cạnh mỏng thường được tạo ra bởi dao phay ngón, trong khi các cạnh sâu hơn hoặc dày hơn được tạo ra bởi các dao phay ngón sử dụng các đường “phay vai” lặp đi lặp lại hoặc bằng các dao phay lưỡi cắt dài trong một lần chạy.
– Các vai có độ sâu gấp đôi đường kính được gia công hiệu quả bằng cách sử dụng dao phay lưỡi cắt dài hoặc dao phay hợp kim nguyên khối. Đối với các mép sâu hoặc các cạnh chi tiết dày như vậy, nên sử dụng độ sâu cắt hướng tâm bằng 0,5 lần đường kính.
– Dao phay cạnh và mặt cũng có thể được sử dụng để phay viền hoặc phay chu vi.
– Một đường xoắn ốc lớn đảm bảo đủ số lượng răng cắt và hành động cắt trơn tru để tạo cạnh ở độ sâu cắt hướng tâm nhỏ.
– Loại dao phay xoắn bước ngắn hoặc bước cực ngắn đặc biệt thích hợp cho phay viền cạnh. Điều này cũng đúng khi phay các cạnh mỏng hơn hoặc vai dạng gờ nông sử dụng dao phay ngón 90º.
Ứng dụng trong phay chu vi như thế nào?
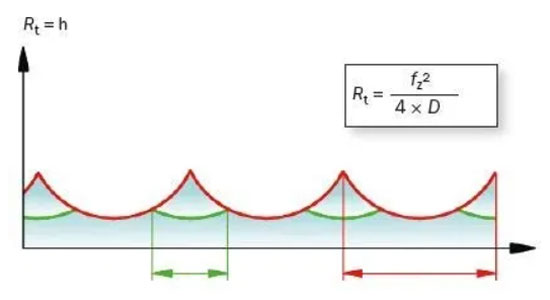
Kết cấu bề mặt xuyên tâm được tạo ra khi phay
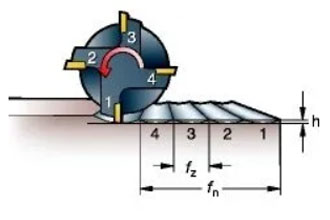
Khi không có độ đảo dao phay, chiều cao của đỉnh h, sẽ cao bằng nhau và có thể được tính bằng công thức:
Độ sâu biên dạng/chiều cao đỉnh khi có độ đảo
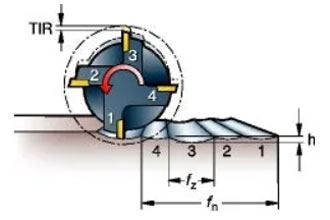
Khi có độ đảo dao phay TIR: bước tiến trên mỗi răng fz ,và chiều cao của đỉnh h, sẽ thay đổi tùy thuộc vào TIR.
fz fz – có độ đảo
Như đã đề cập, kết cấu bề mặt và xu hướng leo dốc có thể hạn chế tốc độ tiến dao, đặc biệt khi chiều sâu cắt hướng kính nhỏ.
Khi sử dụng mặt bên của dao phay ngón để phay một biên dạng, một loạt “chỏm” được tạo ra. Chiều cao của đỉnh h, được xác định bởi:
– Đường kính dao phay: Dc
– Bước phay cho mỗi răng: fc
– Độ đảo của dao phay: TIR
Dao phay ghép mảnh luôn luôn có độ đảo TIR cao hơn dao phay hợp kim nguyên khối. Ngoài ra, đường kính dao phay càng lớn thì số lượng răng càng nhiều, làm tăng khoảng cách giữa điểm cao và điểm thấp của nhấp nhô.
Để có bề mặt hoàn thiện tốt nhất khi phay chu vi:
– Sử dụng dao phay hợp kim nguyên khối.
– Sử dụng mâm cặp thủy lực có độ chính xác cao.
– Sử dụng chiều dài phần nhô ra của dao phay ngắn nhất có thể.
Khuyến cáo về bước tiến dao (bỏ qua hex) khi phay chu vi:
– Dao phay ghép mảnh, giá trị ban đầu fz = 0,15 mm/răng.
– Dao phay hợp kim nguyên khối, giá trị ban đầu fz = 0,10 mm/răng.
Lưu ý: Chất lượng bề mặt kém nhất nếu chỉ có một lưỡi cắt tạo ra bề mặt, do độ đảo của dao cắt không tốt.
Danh sách ứng dụng và gợi ý khi sử dụng trong phay chu vi
– Một yếu tố quan trọng trong phay chu vi là đạt được bước tiến phù hợp trên mỗi răng, fz.
– Giá trị bước tiến răng fz, phải bù cho sự ăn khớp của dao cắt, điều này ảnh hưởng đến chiều dày phoi.
– Bước tiến trên mỗi răng fz, nên được nhân với hệ số điều chỉnh. Điều này sẽ mang lại tốc độ bước tiến dao cao hơn với cung đường ăn dao nhỏ hơn, đồng thời đảm bảo độ dày phoi đủ lớn. Tuy nhiên, hệ số sửa đổi có thể không phải lúc nào cũng được áp dụng đầy đủ – kết cấu bề mặt và xu hướng leo dốc có thể hạn chế tốc độ bước tiến dao.
Phay vai thành mỏng không đối xứng:

Dùng cho phay vai của những chi tiết có:
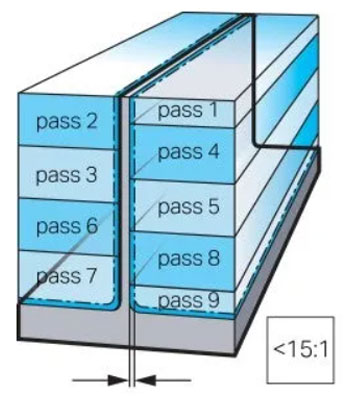
– Tỷ lệ chiều cao/bề dày nhỏ < 15:1
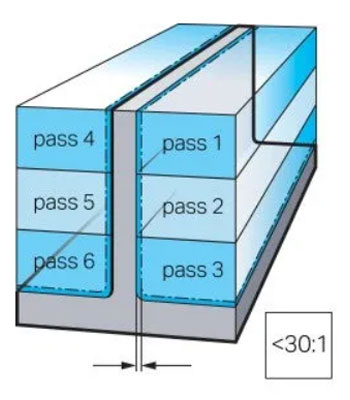
– Tỷ lệ chiều cao/độ dày vừa phải < 30:1
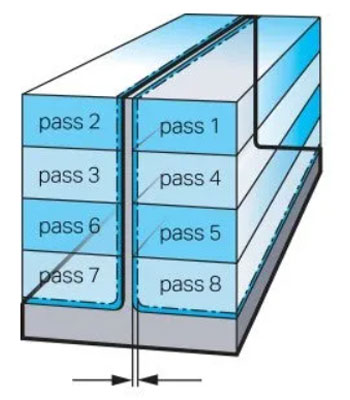
– Tỷ lệ chiều cao/bề dày rất lớn > 30:1
– Chân thành mỏng.

Những điều cân nhắc khi phay vai chi tiết thành mỏng:
– Chiến lược gia công cho các chi tiết thành mỏng lựa chọn sẽ khác nhau, tùy thuộc vào chiều cao và độ dày của chi tiết.
– Trong mọi trường hợp, số lượng lần cắt sẽ được xác định bởi kích thước thành và chiều sâu cắt dọc trục.
– Xem xét sự ổn định của cả dao phay và thành chi tiết.
– Việc sử dụng các kỹ thuật tốc độ cao, nghĩa là ap/ae nhỏ và vc cao , tạo điều kiện thuận lợi cho việc phay các thành mỏng, vì chúng giảm thời gian ăn khớp của dụng cụ và do đó giảm xung lực và độ lệch.
– Phay thuận nên được áp dụng.
– Các phương pháp đồng đều được sử dụng để phay nhôm và titan.
Tỷ lệ chiều cao/bề dày nhỏ < 15:1:
Các đường cắt nên được thực hiện theo đường zíc zắc.
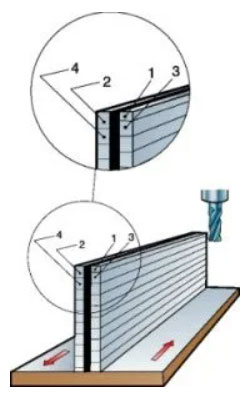
Phay “thành mỏng”:
– Phay một bên của thành trong các đường cắt không chồng chéo.
– Lặp lại ở phía đối diện.
– Để lại một lượng dư ở cả hai bên để phay tinh tiếp theo.
Tỷ lệ chiều cao/độ dày trung bình < 30:1
Phay “đường nước – Waterline”:
– Các mặt xen kẽ, gia công theo độ sâu nhất định, theo các đường cắt không chồng chéo.
Phay từng bước:
– Một cách tiếp cận tương tự, nhưng chồng chéo giữa các đường cắt trên các mặt đối diện của thành – cách này mang lại nhiều hỗ trợ hơn tại điểm được gia công. Lần cắt đầu tiên phải giảm chiều sâu lớp cắt ap/2.
– Trong cả hai trường hợp, hãy để lại một lượng dư ở cả hai bên cho lần gia công tinh tiếp theo là 0,2–1,0 mm.
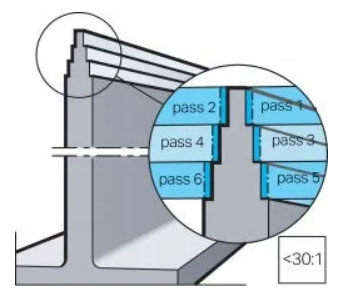
Tỷ lệ chiều cao/bề dày rất lớn >30:1
Ngoài việc xen kẽ các mặt của thành trong khi gia công, hãy tiếp cận độ dày thành mong muốn theo từng giai đoạn, sử dụng phay thông thường “cây thông Noel”.
– Phần mỏng hơn luôn được hỗ trợ bởi các phần dày hơn bên dưới khi chúng được gia công.
– Di chuyển xuống thành theo cách từng bước này.
Thành mỏng
Lượng dư phay tinh
Phay “dòng nước – Waterline”
Lượng dư phay tinh
Phay thành mỏng
Lượng dư phay tinh
Phay vai đế thành mỏng
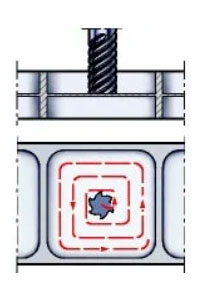
Gia công đế mỏng:
– Sử dụng đường phay dốc tròn ở tâm của khu vực cơ sở đến độ sâu cần thiết.
– Phay ra ngoài theo đường dốc tròn từ điểm đó.
Nếu điều này liên quan đến việc phay một bề mặt có mặt đối diện đã được gia công:
– Sử dụng dụng cụ có số lưỡi cắt tối thiểu.
– Áp dụng càng ít áp lực tiếp xúc với mặt này càng tốt.
Nếu chi tiết có lỗ ở giữa đế:
– Để nguyên chân đỡ khi gia công mặt đầu tiên.
– Gia công mặt thứ hai.
– Tháo chân đỡ sau khi đã hoàn thành cả hai bên.
—————–
Công ty TNHH dụng cụ cắt Nam Dương là nhà cung cấp hàng đầu về dụng cụ cắt kim loại và các đồ gá gá kẹp trên máy gia công cơ khí. Hãy liên hệ với chúng tôi để có tư vấn và báo giá tốt nhất về các sản phẩm bạn cần!





