PHAY THUẬN VÀ PHAY NGHỊCH (DOWN MILLING VS UP MILLING)
Mỗi lần một lưỡi phay đi vào vết cắt, nó phải chịu một tải trọng đột ngột. Kiểu tiếp xúc đúng giữa lưỡi cắt và vật liệu ở đầu vào và đầu ra của vết cắt phải được xem xét để có thể phay thành công. Trong nguyên công phay, phôi được tiến thuận hoặc ngược với hướng quay của dao phay, điều này ảnh hưởng đến điểm bắt đầu và kết thúc của vết cắt, cũng như việc sử dụng phương pháp phay thuận hoặc phay nghịch.
Nguyên tắc vàng trong phay – dày đến mỏng:
Khi phay, chúng ta luôn cần xem xét các phoi được hình thành như thế nào. Vị trí dao phay định hình phoi, và chúng ta phải luôn nhắm tới phoi dày khi vào và phoi mỏng khi ra để đảm bảo quá trình phay ổn định.
Hãy nhớ quy tắc vàng trong phay – từ dày đến mỏng – để đảm bảo độ dày phoi thấp nhất có thể khi lưỡi dao thoát khỏi vết cắt.
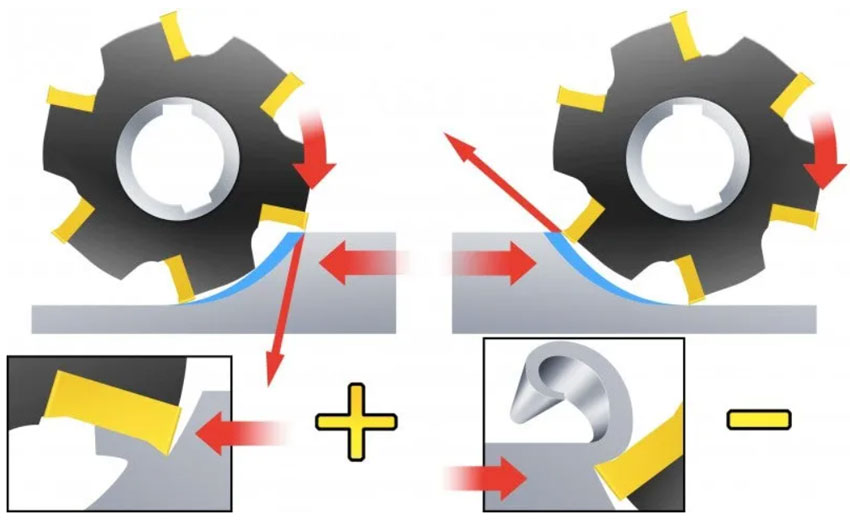
Phay thuận (Down milling):
Trong phay thuận (down milling – climb milling), dụng cụ cắt được tiến vào theo hướng quay. Phay thuận luôn là phương pháp được ưu tiên bất cứ khi nào máy công cụ, đồ gá và phôi gia công cho phép thực hiện.
Trong phay thuận chu vi (phay đĩa thuận), chiều dày phoi giảm từ khi bắt đầu cắt, dần dần đạt đến 0 khi kết thúc cắt. Điều này ngăn không cho lưỡi cắt cọ xát và đánh bóng vào bề mặt chi tiết trước khi bắt đầu cắt.
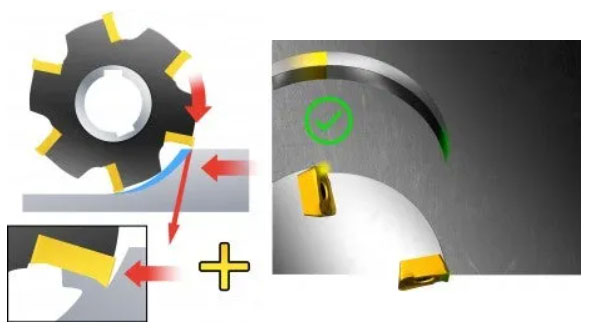
Chiều dày phoi lớn là thuận lợi và lực cắt có xu hướng kéo phôi vào dao phay, giữ lưỡi cắt trong vết cắt.
Tuy nhiên, do dao phay có xu hướng bị kéo vào phôi, nên máy cần xử lý hoạt động bước tiến bàn máy bằng cách loại bỏ phản ứng giật. Nếu dụng cụ kéo vào phôi gia công, thì bước tiến dao tăng lên ngoài ý muốn, điều này có thể dẫn đến độ dày phoi quá mức và gãy lưỡi cắt. Cần cân nhắc sử dụng phay thuận trong những trường hợp như vậy.
Phay nghịch (up milling):
Trong phay nghịch (up milling – conventional milling), hướng bước tiến của dụng cụ cắt ngược với hướng quay của nó.
Chiều dày phoi bắt đầu từ 0 và tăng dần về cuối vết cắt. Lưỡi cắt phải ép chặt vào vết cắt, tạo ra hiệu ứng cọ xát hoặc đánh bóng do ma sát, nhiệt độ cao và thường tiếp xúc với bề mặt chi tiết đã tôi cứng do lưỡi cắt trước đó gây ra. Tất cả điều này làm giảm tuổi thọ của dụng cụ.
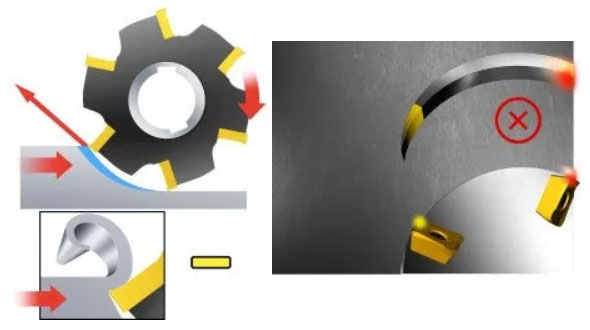
Phoi dày và nhiệt độ cao hơn khi lưỡi cắt thoát ra khỏi vết cắt gây ra ứng suất kéo cao làm giảm tuổi thọ của dụng cụ và thường dẫn đến hỏng lưỡi nhanh chóng. Nó cũng có thể khiến phoi dính hoặc hàn vào lưỡi cắt, sau đó lưỡi cắt sẽ mang phoi quay tròn để bắt đầu lần cắt tiếp theo hoặc gây ra hiện tượng dính rán cạnh cắt tạm thời.
Lực cắt có xu hướng đẩy dao phay và phôi gia công ra xa nhau và lực hướng tâm có xu hướng nâng phôi gia công ra khỏi bàn máy.
Phay nghịch có thể thuận lợi khi xảy ra sự thay đổi lớn trong phụ cấp làm việc. Nó cũng được khuyến nghị sử dụng phay nghịch khi sử dụng chíp dao gốm (ceramic inserts) trong phay hợp kim chịu nhiệt, vì gốm rất dễ vỡ với tác động khi đi vào phôi.
Đồ gá kẹp phôi trong phay thuận và phay nghịch:
Hướng bước tiến của dụng cụ đặt ra các yêu cầu khác nhau đối với đồ gá kẹp phôi. Nên khi tiến hành chọn phay nào chúng ta phải lưu ý:
Trong quá trình phay nghịch, nó phải chống lại lực nâng.
Trong quá trình phay thuận, nó phải chống lại lực kéo.
—————-
Công ty TNHH dụng cụ cắt Nam Dương là nhà cung cấp hàng đầu về dụng cụ cắt kim loại và các đồ gá gá kẹp trên máy gia công cơ khí. Hãy liên hệ với chúng tôi để có tư vấn và báo giá tốt nhất về các sản phẩm bạn cần!





