KHOAN LỖ – NHỮNG LƯU Ý ĐỂ KHOAN LỖ THÀNH CÔNG

Nguyên công khoan thường được thực hiện gần cuối trong quá trình sản xuất, sau khi các nguyên công trước đó đã nâng cao giá trị của chi tiết ban đầu. Ứng dụng khoan, mặc dù có vẻ đơn giản, nhưng lại là một hoạt động phức tạp có thể gây ra hậu quả đáng kể nếu dụng cụ gặp trục trặc hoặc chạy vượt quá khả năng của nó.
Những lưu ý ban đầu khi khoan lỗ
Lỗ khoan
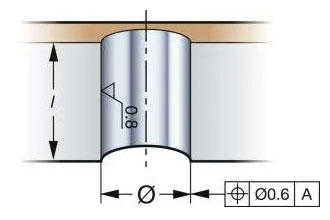
Ba lưu ý cơ bản nhất về lỗ cần khoan là:
– Đường kính lỗ khoan.
– Chiều sâu lỗ khoan.
– Chất lượng lỗ cần khoan.
Loại lỗ và độ chính xác yêu cầu ảnh hưởng đến việc lựa chọn dụng cụ. Việc khoan có thể bị ảnh hưởng bởi các bề mặt vào/ra không đều hoặc có góc cạnh và bởi các lỗ chéo.
Các loại lỗ khoan:
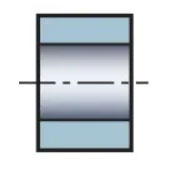
Lỗ khoan thông (khoan xuyên thủng)
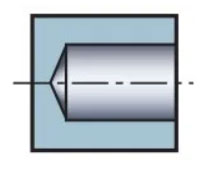
Lỗ khoan kín (không xuyên thủng)
Vát miệng lỗ
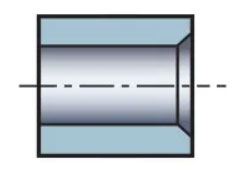
Khoan lỗ bậc
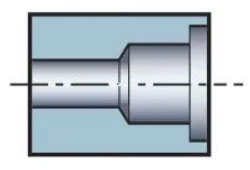
Mặt khoan vào vát chéo
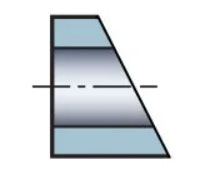
Mặt khoan ra vát chéo

Lỗ xuyên qua nhau

– Các lỗ có khe hở cho bu lông.
– Lỗ có ren vít.
– Lỗ chìm.
– Các lỗ vừa khít.
– Lỗ cho ống (bộ trao đổi nhiệt).
– Các lỗ hình thành kênh
– Lỗ để loại bỏ trọng lượng để cân bằng.
– Lỗ sâu/làm mát.
Những lưu ý về chi tiết khi khoan:
Sau khi phân tích lỗ khoan yêu cầu, hãy xem vật liệu phôi, hình dạng và số lượng chi tiết.
Vật liệu phôi chi tiết lỗ khoan:
– Vật liệu có khả năng bẻ phoi tốt không? Vật liệu phoi gẫy dài hay ngắn?
– Khả năng gia công của vật liệu?
– Độ cứng vật liệu?
– Nguyên tố hợp kim?
Hình dạng chi tiết khoan:
– Chuyển động quay của chi tiết có đối xứng xung quanh lỗ không, tức là lỗ có thể được gia công bằng mũi khoan không quay không?
– Chi tiết có ổn định không, hay có những phần mỏng có thể gây rung?
– Chi tiết này có thể được cố định tại chỗ không? Những vấn đề ổn định nào cần được xem xét?
– Có cần mở rộng dụng cụ không? Có cần sử dụng phần nhô ra của dụng cụ dài không?
Số lượng lỗ cần khoan:
Kích thước lô ảnh hưởng đến việc sử dụng mũi khoan nào.
– Kích thước lô lớn – sử dụng các mũi khoan được tối ưu hóa hoặc đặc biệt.
– Kích thước lô nhỏ – sử dụng mũi khoan được tối ưu hóa để linh hoạt.
Những lưu ý về máy khoan:
Điều quan trọng là phải biết cách thực hiện nguyên công khoan an toàn và hiệu quả trên máy. Máy ảnh hưởng đến việc lựa chọn:
– Kiểu nguyên công khoan hoạt động.
– Nên sử dụng loại giá đỡ dụng cụ và/hoặc ống kẹp nào.
Hãy luôn cân nhắc những điều sau:
– Độ ổn định của máy nói chung và đặc biệt là trục chính.
– Tốc độ trục chính (vòng/phút) có đủ cho đường kính nhỏ không?
– Cung cấp dung dịch tưới nguội. Lượng nước làm mát có đủ cho máy khoan đường kính lớn không?
– Áp suất nước làm mát có đủ cho máy khoan đường kính nhỏ không?
– Kẹp phôi. Nó có đủ ổn định không?
– Trục ngang hay trục dọc? Trục xoay ngang cho phép thoát phoi tốt hơn.
– Công suất và mô-men xoắn. Công suất có đủ cho đường kính lớn không? Nếu không, có thể sử dụng mũi khoan lõi trước hoặc có thể sử dụng phay xoắn ốc bằng dao phay để thay thế?
– Dụng cụ khoan có bị hạn chế trong đài gá dụng cụ? Nếu vậy, máy khoan bậc và vát cạnh có thể là một giải pháp phù hợp.
Những lưu ý về bầu kẹp mũi khoan:
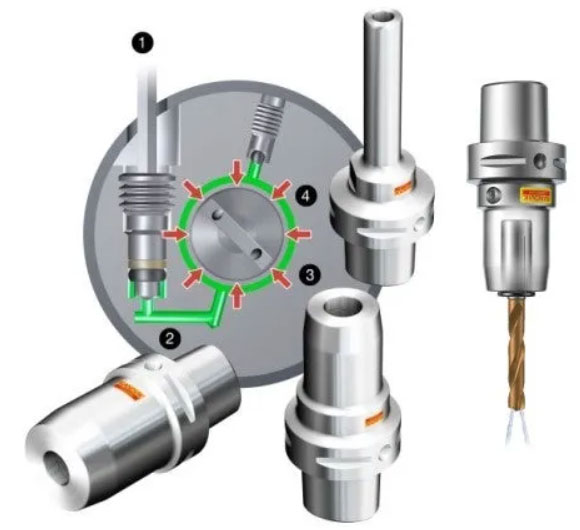

Năng suất không chỉ bị ảnh hưởng bởi loại và hình học mũi khoan, mà còn bởi khả năng giữ mũi khoan và khả năng kẹp an toàn và chính xác. Luôn sử dụng mũi khoan và phần nhô ra ngắn nhất có thể.
Hãy xem xét một hệ thống bầu kẹp dao mô-đun được thiết kế cho tất cả các nguyên công cắt kim loại, bao gồm tất cả các phương pháp tạo lỗ. Với hệ thống như vậy, các dụng cụ cắt và đầu nối giống nhau có thể được sử dụng trong các ứng dụng và máy móc khác nhau. Điều này giúp có thể tiêu chuẩn hóa bằng cách sử dụng một hệ thống dụng cụ cho toàn bộ xưởng máy.
Độ đảo mũi khoan:

Độ đảo mũi khoan tối thiểu là điều cần thiết để khoan lỗ thành công. Độ đảo không được vượt quá 20mm. Căn chỉnh phải song song cho:
– Đảm bảo dung sai và độ thẳng.
– Độ bóng bề mặt tốt.
– Tuổi thọ dụng cụ dài và nhất quán.
Lựa chọn phương pháp khoan lỗ:
Chiến lược khoan lỗ bậc:
Giải pháp một công cụ:
– Khoan bậc/doa bậc.
– Loại mũi khoan 4/5.

Ưu điểm:
+ Mũi khoan đặc biệt.
+ Phương pháp nhanh nhất.
Nhược điểm:
– Ít linh hoạt.
Giải pháp hai dụng cụ:
Ưu điểm:
+ Mũi khoan tiêu chuẩn.
+ Tương đối linh hoạt.
Nhược điểm:
– Hai mũi khoan.
– Yêu cầu hai vị trí dụng cụ.
– Thời gian gia công dài hơn.
Chiến lược một mũi khoan khoan bậc và vát mép:

Mũi khoan 1:
Tiêu chuẩn
Mũi khoan 2:
Đường kính mũi khoan 2 (dẫn hướng + đường kính thân).
Với trục dẫn hướng và vát cạnh. Không cắt đường kính ngoài thân.

Mũi khoan loại 4:
Mũi khoan 2 đường kính (pilot + đường kính thân)
Với khả năng cắt trục điều khiển, vát cạnh và cắt đường kính thân

Mũi khoan loại 5
Mũi khoan 3 đường kính (dẫn hướng + bậc + đường kính thân).
Với trục dẫn hướng, bậc thang và vát cạnh. Không cắt đường kính ngoài thân.

Mũi khoan loại 6
Mũi khoan 3 đường kính (dẫn hướng + đường kính thân)
Với trục điều khiển, bước và vát và cắt đường kính thân.
Hoạt động khoan lỗ:

Việc đạt được chất lượng lỗ yêu cầu với chi phí cho mỗi lỗ khoan thấp nhất, phụ thuộc vào việc lựa chọn dụng cụ phù hợp. Những loại lỗ khác nhau này đòi hỏi phải xem xét các dụng cụ khác nhau:
– Lỗ có đường kính nhỏ đến trung bình.
– Lỗ có đường kính lớn.
– Lỗ sâu.
– Lỗ siêu nhỏ.
Khoan lỗ có đường kính nhỏ và trung bình:
Khi khoan các lỗ vừa và nhỏ, có ba giải pháp khoan khác nhau để bạn lựa chọn: mũi khoan hợp kim nguyên khối, mũi khoan có thể thay đổi đầu và mũi khoan ghép mảnh. Dung sai lỗ, chiều dài và đường kính là ba thông số quan trọng cần xem xét khi chọn loại mũi khoan. Mỗi giải pháp đều có ưu điểm riêng trong các ứng dụng khác nhau.

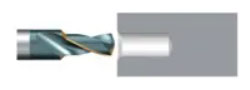
Khoan lỗ lớn:
Có ba lựa chọn để khoan lỗ lớn với công suất máy hạn chế:
– Sử dụng mũi khoan nhiều lần.
– Mở rộng lỗ bằng dao doa.
– Sử dụng phay xoắn ốc với dao phay.
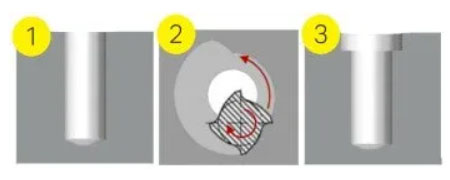
Độ ổn định của cả chi tiết và máy rất quan trọng khi khoan các lỗ lớn. Công suất máy và mô men xoắn cũng có thể là những yếu tố hạn chế. Từ quan điểm năng suất, dụng cụ khoan là lựa chọn ưu việt – nhanh hơn 5 lần so với phay lỗ bằng phay xoắn ốc. Tuy nhiên, công cụ khoan chỉ có thể được sử dụng trong các ứng dụng khoan lỗ xuyên. Dao phay có yêu cầu về công suất và mô-men xoắn thấp nhất.
Khoan lỗ sâu:

Khoan lỗ dẫn hướng trong khoan lỗ sâu:
Mũi khoan dẫn hướng được thiết kế để gia công với mũi khoan lỗ sâu, nhằm mang lại độ chính xác tối đa ở vị trí khoan và độ lệch lỗ tối thiểu.
Tốc độ và bước tiến dao trong khoan lỗ sâu:
Tốc độ và bước tiến được khuyến nghị sử dụng với mũi khoan lỗ sâu đã được tính toán để mang lại tuổi thọ dụng cụ tốt kết hợp với năng suất tối đa. Tốc độ và bước tiến cung cấp một điểm khởi đầu tốt; mỗi ứng dụng có thể yêu cầu điều chỉnh tốc độ và bước tiến để đạt được kết quả tối ưu.
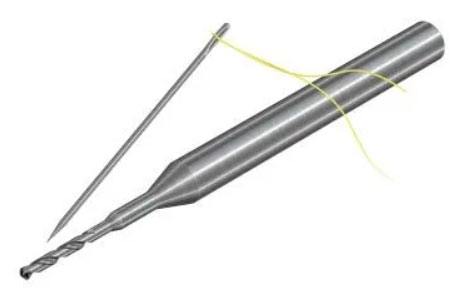
Khoan lỗ siêu nhỏ:
Tốc độ và bước tiến dao trong khoan lỗ siêu nhỏ:
Tốc độ và bước tiến được khuyến nghị sử dụng với máy khoan siêu nhỏ đã được tính toán để mang lại tuổi thọ dụng cụ tốt kết hợp với năng suất tối đa. Tốc độ và nguồn cấp dữ liệu cung cấp một điểm khởi đầu tốt; mỗi ứng dụng có thể yêu cầu điều chỉnh tốc độ và nguồn cấp dữ liệu để đạt được kết quả tối ưu.
Dung dịch tưới nguội trong khoan lỗ siêu nhỏ:
Áp suất nước làm mát là yếu tố quan trọng trong khoan siêu nhỏ. Áp suất hoặc thể tích chất làm mát không đủ có thể dẫn đến hỏng mũi khoan sớm. Chúng tôi thực sự khuyên bạn nên sử dụng áp suất dung dịch tưới nguội cao. Áp suất thông thường được khuyến nghị là từ 40–70 bar.
—————-
Công ty TNHH dụng cụ cắt Nam Dương là nhà cung cấp hàng đầu về dụng cụ cắt kim loại và các đồ gá gá kẹp trên máy gia công cơ khí. Hãy liên hệ với chúng tôi để có tư vấn và báo giá tốt nhất về các sản phẩm bạn cần!





