CÁCH CHỌN CHÍP TIỆN REN VÀ MIẾNG ĐỆM CHÍP TIỆN REN
Khi chọn loại chíp tiện ren phù hợp nhất cho ứng dụng của mình, bạn cần xem xét kiểu chíp tiện, dung sai sườn/bán kính và hình dạng của chíp tiện. Đây là tất cả các yếu tố ảnh hưởng đến việc kiểm soát phoi, độ mòn của chíp tiện, tuổi thọ của dụng cụ và chất lượng ren.
Cách chọn kiểu chíp tiện ren:
Khi tiện ren, có ba kiểu chíp tiện chính để lựa chọn: chíp tiện ren toàn phần, chíp tiện ren hình chữ V và chíp tiện ren nhiều đầu mối. Mỗi loại đều có ưu nhược điểm riêng.
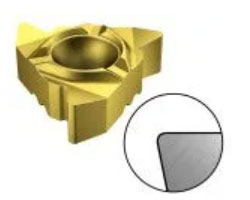
Chíp tiện ren toàn phần:
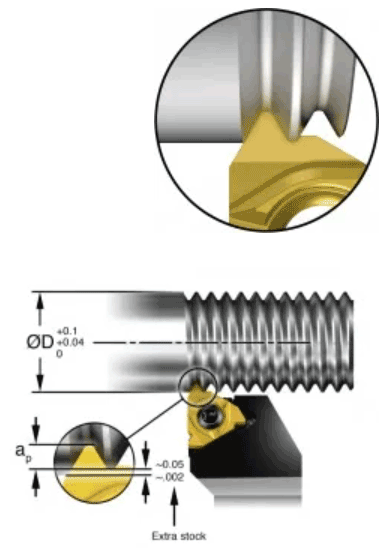
Chíp tiện ren toàn phần là loại chíp tiện ren phổ biến nhất. Nó được sử dụng để cắt một biên dạng ren hoàn chỉnh, bao gồm cả đỉnh ren.
Ưu điểm chíp tiện ren toàn phần– Đảm bảo đúng chiều sâu, đáy và đỉnh ren cùng chính xác để cho ren khỏe hơn. – Không có bavia biên dạng ren. – Yêu cầu ít lần cắt hơn so với chíp tiện hình chữ V nhờ bán kính mũi lớn hơn. – Mang lại hiệu suất gia công ren hiệu quả. Nhược điểm chíp tiện ren toàn phần:Cần có một chíp tiện riêng cho mỗi bước ren và biên dạng ren. Lưu ý: Nên để lượng dư trên phôi cho đường kính hoàn thiện phía trên của ren (0,05–0,07 mm (0,002–0,003 inch)).
|
 |
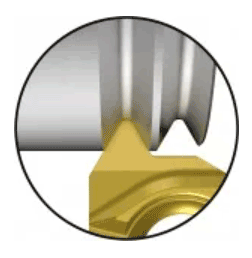
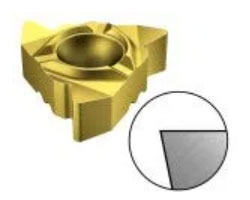
Chíp tiện ren hình chữ V:
Chíp tiện ren hình chữ V không chạm đến đỉnh ren. Do đó, đường kính ngoài đối với ren trục và đường kính trong đối với ren lỗ phải được tiện đúng kích thước đường kính đỉnh ren trước khi tiện ren.
Ưu điểm chíp tiện ren hình chữ V:– Tính linh hoạt: có thể sử dụng cùng một chíp tiện ren cho nhiều bước ren, với điều kiện là góc biên dạng ren (60° hoặc 55°) và bán kính giống nhau. – Tiết kiệm chi phí tồn kho dụng cụ. Nhược điểm chíp tiện ren hình chữ V:– Bán kính mũi tiện nhỏ hơn để bao phủ phạm bước ren, làm giảm tuổi thọ của chíp tiện. – Hình thành bavia có thể là một vấn đề. |
 |
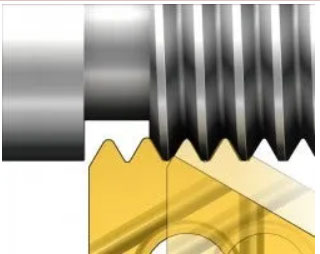
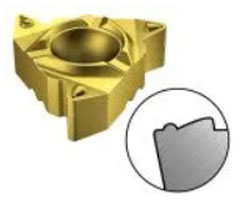
Chíp tiện ren nhiều đầu:
Chíp tiện ren nhiều đầu tương tự như chíp tiện ren toàn phần nhưng có nhiều hơn một đầu tiện (NT>1). Chíp tiện hai đầu tăng gấp đôi năng suất và chíp tiện ba đầu tăng gấp ba lần năng suất,…
Ưu điểm chíp tiện ren nhiều đầu:
Yêu cầu ít lần cắt hơn, mang lại tuổi thọ dụng cụ tốt hơn, năng suất và chi phí dụng cụ thấp hơn.
Nhược điểm chíp tiện ren nhiều đầu:
– Cần phải đảm bảo cứng vững, do lực cắt tăng lên vì lưỡi cắt có chiều dài tiếp xúc dài hơn.
– Cần có đủ khoảng không gian phía sau để thoát đầu cắt cuối cùng của chíp tiện (thoát dao), tạo ra độ sâu đầy đủ của ren.
Cách chọn hình học chíp tiện ren:
Chọn hình dạng chíp tiện chính xác là rất quan trọng khi tiện ren. Hình dạng ảnh hưởng đến việc kiểm soát phoi, độ mòn của chíp tiện, chất lượng ren và tuổi thọ của dụng cụ.
Chíp tiện ren hình học phẳng:
– Xung quanh tròn, có thể được sử dụng cho hầu hết các vật liệu.
– Cạnh cắt tròn cho cạnh khỏe.
Chíp tiện ren hình học sắc:
– Dùng cho vật liệu dẻo hoặc làm cứng, ví dụ: thép cacbon thấp, thép không gỉ (inox), vật liệu màu và siêu hợp kim.
– Lưỡi cắt sắc cho lực cắt thấp và bề mặt hoàn thiện tốt.
Chíp tiện ren hình học bẻ phoi:
– Dùng cho các vật liệu phoi dài, ví dụ: vật liệu carbon thấp. Cũng có thể được sử dụng cho thép không gỉ, thép hợp kim và vật liệu màu.
– Hình học định hình phoi cho phép gia công liên tục hơn và không bị giám sát.
– Không được sử dụng với tiến dao hướng tâm.
Các góc sau chíp tiện ren:
Góc sau giữa chíp tiện và bề mặt ren là cần thiết để tiện ren đúng và chính xác. Có hai loại, góc sau hướng tâm (ALP) và góc sau cạnh cắt (ALF).
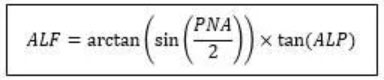
Góc sau cạnh cắt (ALF):
Góc sau mép cắt giữa các mặt của chíp tiện và mặt phẳng của ren là cần thiết để đảm bảo độ mòn của dụng cụ đều và các ren chất lượng cao, đồng nhất. Do đó, chíp tiện phải được nghiêng để đạt được góc hở đối xứng tối đa từ hai bên cạnh cắt (góc sau cạnh cắt) và có được biên dạng ren chính xác. Góc nghiêng của chíp tiện phải giống với đường nghiêng xoắn của ren.
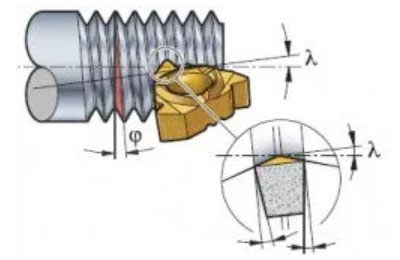
Góc sau cạnh cắt của chíp tiện ren
Lựa chọn miếng đệm (shim) cho chíp tiện ren:
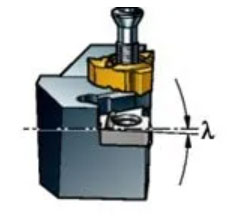
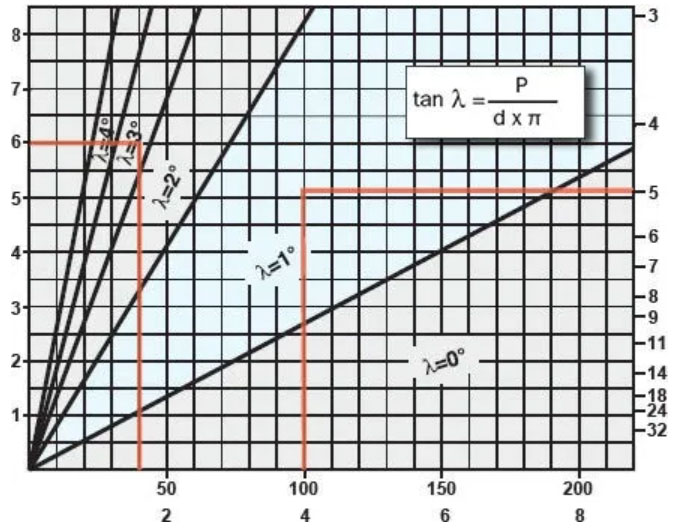
Những miếng đệm chíp tiện được sử dụng để tạo ra các độ nghiêng khác nhau cho chíp tiện, sao cho góc nghiêng của chíp tiện (λ) giống như đường nghiêng xoắn của ren. Xem bảng dưới đây để biết các phương pháp về cách chọn miếng đệm chíp tiện ren chính xác.
Miếng đệm tiêu chuẩn ở nhiều cán tiện ren là 1°, đây là góc nghiêng phổ biến nhất.
Miếng đệm âm (negative) được sử dụng khi tiện ren bên trái bằng cán tiện ren phải và ngược lại.
| Bước ren (mm) | Số ren/Inch |
 |
|
| Đường kính phôi | mm
Inch |
Ví dụ:
Bước ren = 6 mm và phôi Ø40 mm: cần có miếng đệm 3°.
Ren có 5 ren/1 inch và phôi Ø4 inch: cần có miếng đệm 1°.
Ren có góc biên dạng nhỏ:
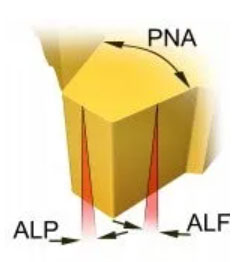
ALP = Góc sau hở hướng tâm
ALF = Góc sau hở cạnh cắt
Đối với ren ACME, hình thang và tròn, điều đặc biệt quan trọng là phải chọn đúng miếng đệm để nghiêng chíp tiện ren, vì áp lực lên lưỡi cắt cao hơn và góc sau hở cạnh nhỏ hơn.
Góc sau cạnh cắt (ALF) phụ thuộc vào biên dạng:
| Ren | Góc sau cạnh cắt (ALF) | Góc sau cạnh cắt (ALF) | |
| Mét, UN | 60° | 7.6° | 5° |
| Whitworth | 55° | 7.1° | 4.7° |
| Ren thang | 30° | 4° | 2.6° |
| Ren ACME | 29° | 3.8° | 2.5° |
| Ren vít | 10°/3° | 2.7°/0.8° | 1.8°/0.5° |
Góc sau hướng tâm của chíp tiện ren
Để đặt góc sau hướng tâm chính xác, các chíp tiện ren được đặt nghiêng 10° hoặc 15° trong cán dao. Điều quan trọng là sử dụng chíp tiện ren lỗ với cán tiện ren lỗ và ngược lại, để đảm bảo đạt được hình dạng ren chính xác.
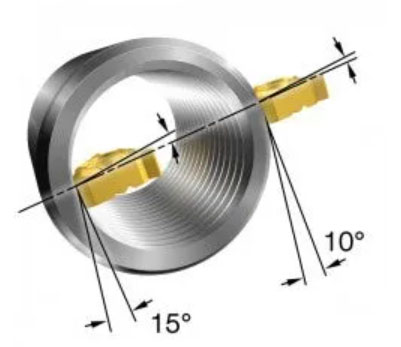
Kích thước chíp tiện ren: 11, 16 và 22 mm (1/4, 3/8 và 1/2 inch) |
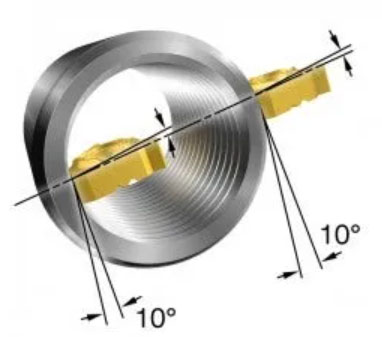
Kích thước chíp tiện ren: 27 mm (5/8 inch) |
—————–
Công ty TNHH dụng cụ cắt Nam Dương là nhà cung cấp hàng đầu về dụng cụ cắt kim loại và các đồ gá gá kẹp trên máy gia công cơ khí. Hãy liên hệ với chúng tôi để có tư vấn và báo giá tốt nhất về các sản phẩm bạn cần!





