RAMPING – PHAY DỐC XUỐNG: THEO 2 TRỤC TUYẾN TÍNH VÀ TRÒN
Phay dốc xuống (Ramping) thành công là gì?
Phay dốc xuống (Ramping) tuyến tính là một cách phổ biến, hiệu quả để tiếp cận phôi khi gia công các rãnh/hốc/khoang kín. Nó thậm chí còn loại bỏ sự cần thiết phải dùng một mũi khoan để gia công.
Phay dốc tuyến tính được định nghĩa là bước tiến dao đồng thời theo hướng dọc trục (Z) và theo một hướng xuyên tâm (X hoặc Y), tức là tiến dao theo hai trục.
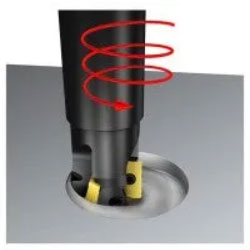
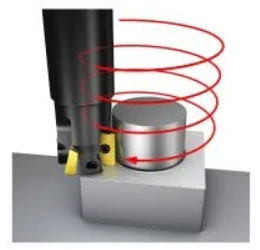
Phay dốc xuống tròn (còn gọi là nội suy xoắn ốc, nội suy xoắn ốc, khoan quỹ đạo, v.v…) là một chuyển động đồng thời dọc theo một đường tròn (X và Y) cùng với bước tiến dao dọc trục (Z) tại một bước xác định. Nó cũng là một phương pháp thay thế cho khoan.
Phay dốc xuống tròn luôn được ưu tiên hơn so với phay dốc tuyến tính (phay xẻ rãnh đầy đủ), bởi vì phép nội suy xoắn ốc là một quy trình mượt mà hơn nhiều, vì đường cắt xuyên tâm được giảm bớt. Nó cho phép phay tinh và cung cấp khả năng thoát phoi tốt hơn. Xoay ngược chiều kim đồng hồ đảm bảo phay thuận.
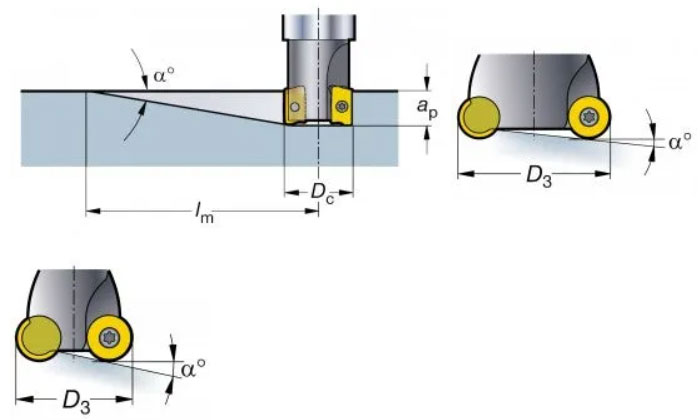
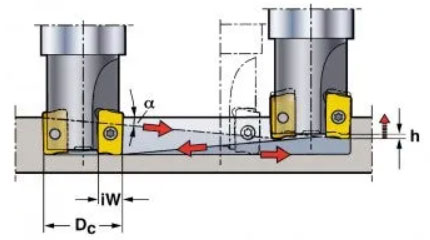
Phay dốc xuống theo hai trục – tuyến tính:
Làm thế nào để áp dụng phay dốc xuống – Một quá trình cắt đòi hỏi khắt khe.
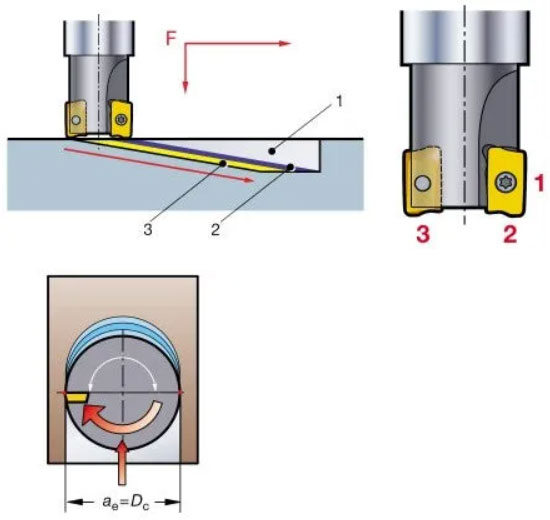
Có ba quá trình cắt xảy ra đồng thời trong quá trình gia công tuyến tính:
1) Phay chu vi bằng chíp phay đầu.
2) Phay đáy bằng chíp dao đầu.
3) Phay đáy với chíp phay cạnh sau.
Các lực cắt xuất hiện cả hướng trục và hướng tâm.
Ngoài ra còn có thêm ứng suất trên dụng cụ do phay rãnh hoàn toàn, nghĩa là ae = Dc, tạo ra lực hướng tâm lớn và phoi dài.
Khuyến nghị gia công phay dốc xuống tuyến tính:
– Giảm bước tiến dao xuống 75% tốc độ bước tiến dao bình thường.
– Khi phay rãnh được thực hiện trực tiếp sau khi phay dốc xuống, điều quan trọng là phải tiếp tục ở bước tiến thấp hơn trong một khoảng cách tương ứng với đường kính dao cắt, cho đến khi cạnh chíp dao theo sau ngừng cắt.
– Sử dụng dung dịch tưới nguội để giúp thoát phoi.
– Giảm bán kính góc dao để giảm diện tích tiếp xúc.
– Phay dốc tuyến tính nên được giới hạn ở các rãnh nông có chiều rộng nhỏ hơn 30 mm nếu khả năng tiếp cận đường dốc tròn bị hạn chế.
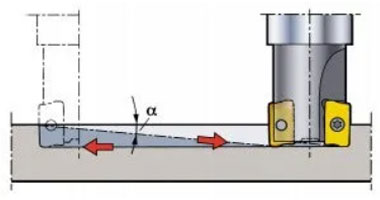
Phay dốc xuống lũy tiến
Khi phay dốc xuống cho một số đường cắt để tạo rãnh sâu, năng suất có thể dễ dàng tăng lên bằng cách phay dốc xuống theo cả hai hướng (phay dốc xuống lũy tiến) thay vì chỉ phay dốc xuống theo một hướng (phay dốc xuống một lần).
Lưu ý: Khi đưa dao cắt ở góc nghiêng tối đa, nó phải được nâng lên một khoảng h trước khi đổi hướng. Điều này tránh làm hỏng phần trung tâm của thân dao phay.
Phay dốc xuống một chiều.
Hiệu chỉnh đường chạy dao phay dốc xuống 2 chiều
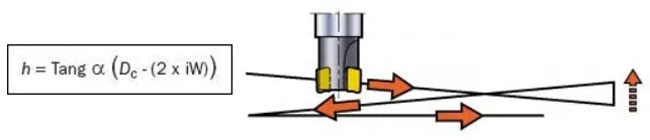
Phay dốc xuống lũy tiến ở góc dốc tối đa.
Bán kính chíp phay ảnh hưởng đến góc dốc tối đa
Ví dụ: Các đường cong trong sơ đồ có giá trị đối với bán kính tối thiểu và tối đa. Đối với bán kính trung gian, hãy nội suy.
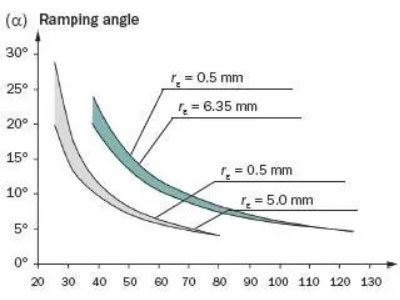
Đường kính dụng cụ, Dc mm. Màu xanh: Dc = 22; màu xám Dc = 16.
Phay dốc hai trục – tròn
Cân nhắc quá trình phay
Có ba yếu tố chính cần cân nhắc khi phay dốc xuống theo đường tròn; nếu không được áp dụng một cách chính xác, các vấn đề sẽ xảy ra.
– Lựa chọn đường kính dao cắt cho kích thước lỗ.
– Bước tiến trên mỗi vòng phay.
– Bước tiến dao.
1. Lựa chọn đường kính dao cho kích thước lỗ:
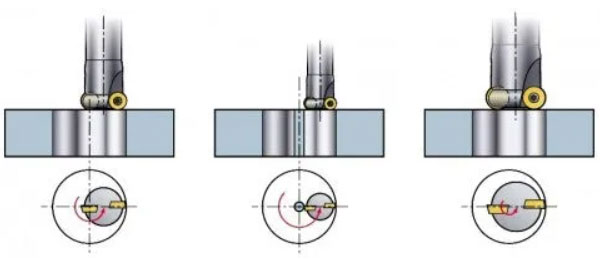
Việc lựa chọn kích thước dao phay là rất quan trọng khi sử dụng dao phay không phải là dao cắt tâm. Đường kính dao phay đảm bảo rằng chíp phay cắt trên đường tâm của lỗ.
Đường kính dao phay quá nhỏ và sẽ để lại lõi ở giữa – giống như cách khoan. Điều này có thể chấp nhận được đối với các phần cắt lớn (lỗ to), nhưng phần lõi cần được đỡ khi nó rơi ra.
Nếu dao phay quá lớn, chíp dao không ăn vào đường tâm của lỗ và một cái rãnh sẽ được hình thành và sẽ làm bẩn đáy dao cắt.
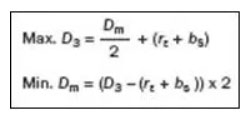
Đường kính lỗ tối đa:
– Đường kính lỗ tối đa Dm có thể được tạo ra trong một đường xoắn ốc liên tục là: 2 x D3.
– Đây là cách tạo rãnh đầy đủ và sẽ để lại một đường gờ ống ở tâm lỗ không thông.
– Đường gờ được loại bỏ bằng cách đưa dao vào tâm, cho đáy phẳng.
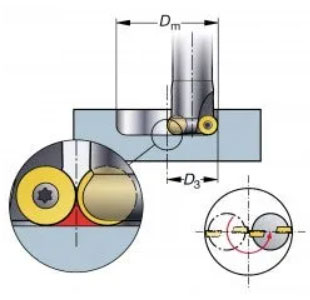
Đường kính lỗ tối đa Dm
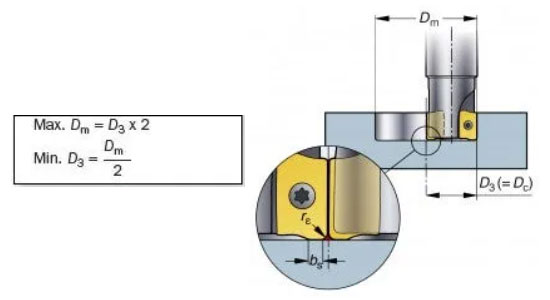
Đường kính phay đáy phẳng
– Đảm bảo rằng không có điểm nào bị bỏ lại ở đáy lỗ không thông; kích thước bán kính chíp phay cần được xem xét.
– Nếu dao phay quá lớn, không thể loại bỏ gờ bằng cách đưa dao ăn vào tâm.
Đường kính lỗ nhỏ nhất Dm
Đường kính lỗ nhỏ nhất Dm
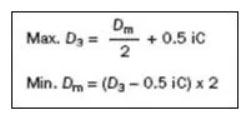
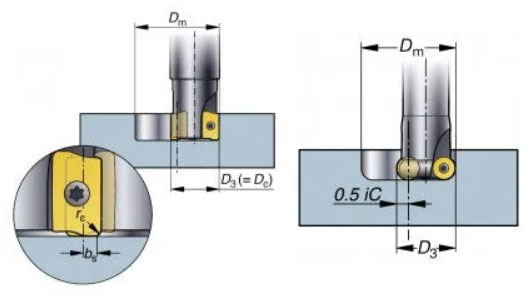
Đường kính nhỏ nhất cho lỗ thông
– Đường kính nhỏ nhất để tránh va chạm thân dao phay do cắt không đúng tâm.
– b là bước nhảy tối đa được phép để cắm xuống và giống nhau đối với sự gối lên nhau tối đa.
– Đối với chíp dao tròn, b phải được tính là b = 0,8 x iC.
– Gờ không thể phay đi.
2. Bước tiến trên mỗi vòng phay (Pitch – P) trong phay dốc xuống
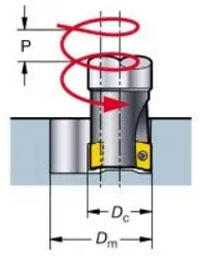
Bước tiến trên mỗi vòng phay không bao giờ có thể lớn hơn ap tối đa của dao phay và phụ thuộc vào đường kính lỗ, đường kính dao phay và góc dốc phay xuống.
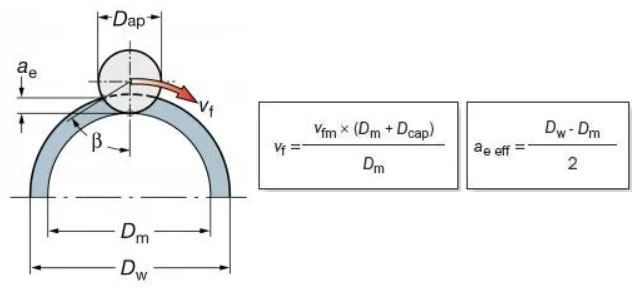
3. Bước tiến dao trong phay dốc xuống
Giá trị bước tiến dao luôn phụ thuộc vào giá trị hex, tương ứng với tốc độ bước tiến chu vi vfm. Tuy nhiên, nhiều máy yêu cầu bước tiến dao hướng tâm vf, phải được tính toán tương ứng:
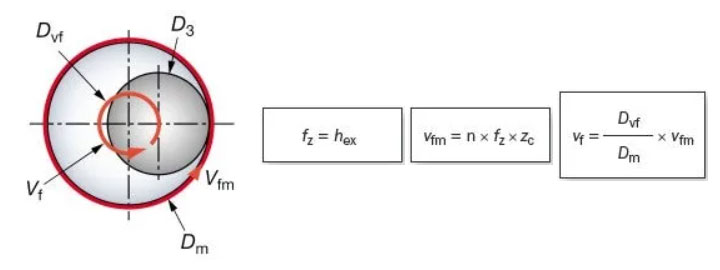
Dvf: đường cắt được lập trình.
Bước tiến dao được lập trình:
vfm: khi sử dụng bù bán kính.
vf: khi sử dụng bước tiến dao hướng tâm dụng cụ.
Phay dốc xuống tròn bên ngoài:
Phay dốc xuống tròn bên ngoài (3 trục)

Phay tròn ngoài (2 trục)
Phay dốc xuống tròn bên ngoài thành công là gì?
So sánh với phay dốc xuống tròn trong:
– Bước tiến dao hướng tâm công cụ vf được tăng lên thay vì giảm.
– Chiều sâu hướng tâm ae trở nên nhỏ hơn nhiều khi phay mặt ngoài. Do đó, tốc độ cắt cao hơn có thể được sử dụng.
– hex được tính theo cách tương tự như đối với cạnh cắt.
– Kỹ thuật lập trình rất giống với phay lỗ bên trong.
—————–
Công ty TNHH dụng cụ cắt Nam Dương là nhà cung cấp hàng đầu về dụng cụ cắt kim loại và các đồ gá gá kẹp trên máy gia công cơ khí. Hãy liên hệ với chúng tôi để có tư vấn và báo giá tốt nhất về các sản phẩm bạn cần!





