PHƯƠNG PHÁP TIỆN RÃNH TRONG LỖ (Internal grooving)
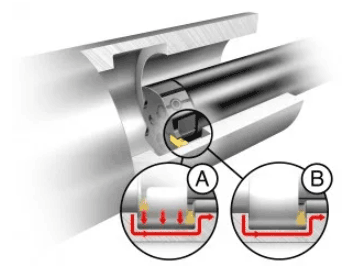
Phần nhô ra dài và khả năng thoát phoi kém là hai trong số những thách thức với việc tiện rãnh bên trong lỗ. Phần nhô ra dài có thể gây ra các vấn đề về độ lệch và rung động. Rung động và khả năng thoát phoi kém có thể gây ra gãy chíp tiện. Khó khăn với quá trình thoát phoi cũng có thể dẫn đến bề mặt hoàn thiện kém. Quá trình tiện rãnh bên trong phổ biến nhất là tiện rãnh xuyên tâm; tuy nhiên, cũng có thể sử dụng nhiều lần rãnh (A) và tiện dốc (B) (plunge).
Các mẹo ứng dụng tiện rãnh bên trong lỗ:
| – Dung dịch làm mát chính xác với lưu lượng cao cải thiện khả năng kiểm soát và sơ tán phoi.
– Cán dao thanh nhỏ hơn cải thiện khả năng thoát phoi nhưng làm giảm độ ổn định. – Để tránh rung, thiết lập phải có phần nhô ra ngắn nhất với hình dạng cắt nhẹ nhất. – Có thể tránh rung động bằng cách sử dụng một số vết cắt với chíp tiện hẹp hơn. Kết thúc bằng thao tác tinh (xem hình minh họa (A) bên phải). – Một rãnh bên trong lỗ cũng có thể được gia công bằng một lần cắt đơn, sau đó là tiện mặt rãnh (B). Bắt đầu tiện từ phía dưới và gia công từ phía sau của lỗ ra phía trước để có được sự thoát phoi tốt nhất. – Sử dụng chiều rộng chíp tiện và bán kính góc nhỏ hơn để có lực cắt thấp hơn. – Để gia công chính xác với độ rung thấp hơn và độ cao chính xác, hãy sử dụng giải pháp kẹp được thiết kế để hỗ trợ điều này. |
 |
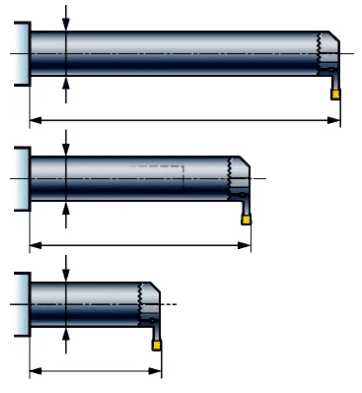 |
Phần nhô ra từ 5−7×D, sử dụng các cán dao giảm chấn được gia cố bằng hợp kim (cacbide). L = 5−7 × D
Phần nhô ra từ 3−6×D, sử dụng cán dao hợp kim (cacbide) hoặc cán dao giảm chấn. L = 3−6 × D
Phần nhô ra dưới 3×D, hãy sử dụng các cán dao thép. L ≤ 3 × D
|
Các chiến lược tiện rãnh trong lỗ:
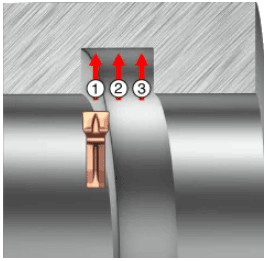
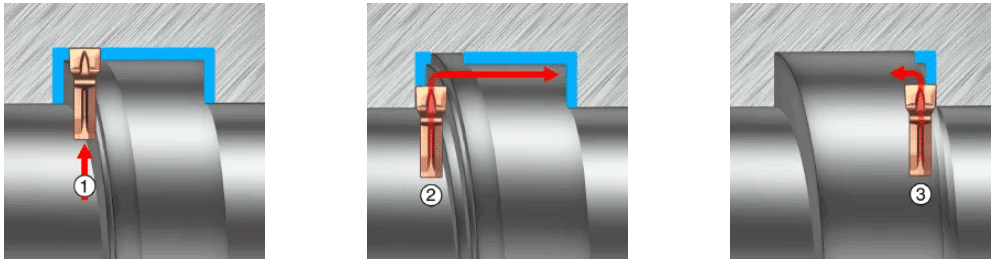
Tiện thô rãnh trong với bước tiến dao hướng vào tâmLuôn tiện bắt đầu gần nhất với đáy của lỗ (1) và hướng ra ngoài để nhường không gian cho phoi. Sử dụng bước tiến dao được đề xuất của nhà sản xuất. Các vết cắt tiếp theo (2 và 3) phải có 0,5–0,8 x chiều rộng chíp tiện. Vì lực cắt sẽ thấp hơn vào thời điểm này, bạn có thể tăng bước tiến dao lên 30‒50%. |
 |
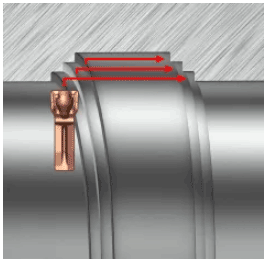
Tiện thô rãnh trong bằng tiện bề mặt (side)Tiện mặt bên (side) cung cấp khả năng kiểm soát phoi và phá vỡ phoi tốt hơn. Bắt đầu gần nhất với đáy của lỗ và gia công hướng ra ngoài lối vào. Không bước tiến dao dựa vào vai (cạnh rãnh), để lại các bước 0,2 mm (0,008 inch) giữa các lớp cắt. Tiện mặt bên là một quá trình ổn định hơn so với cắt bằng bước tiến hướng tâm, nó sẽ tạo ra lực hướng tâm thấp hơn gây ra rung động. Lưu ý rằng tiện mặt bên có năng suất thấp hơn so với cắt xuyên tâm do độ sâu của vết cắt (ap) thấp hơn. |
 |
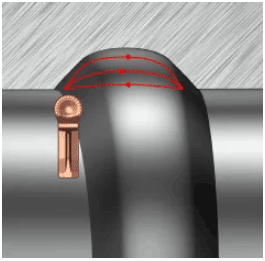
Tiện thô rãnh trong với đường chạy dao phi tuyến tínhĐường chạy dao phi tuyến tính cung cấp khả năng kiểm soát phoi và tuổi thọ của dao tốt. Độ mòn của chíp dao được phân bổ dọc theo một phần lớn của lưỡi cắt. Hình học -RM lý tưởng cho các đường chạy dao phi tuyến tính. Chuyển hướng phi tuyến tính hữu ích khi đáy của rãnh có bán kính lớn. |
 |
Tiện tinh rãnh trong lỗ:
Luôn luôn khó đạt được khả năng kiểm soát phoi tốt khi gia công tinh, đặc biệt là khi gia công góc. Điều quan trọng là phải tách vật liệu cần loại bỏ bằng cách thực hiện ba vết cắt.
– Thực hiện vết cắt đầu tiên gần với bán kính góc gần nhất với đáy của lỗ.
– Bắt đầu vết cắt thứ hai gần nhất với đáy của rãnh và gia công đến bán kính góc trên đường kính trong.
– Vết cắt thứ ba hoàn thiện thành rãnh gần nhất với đường vào của lỗ và bán kính góc.
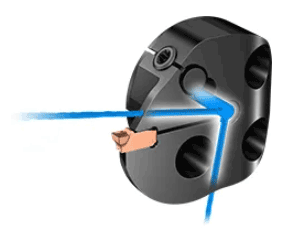
Dung dịch làm mát tiện rãnh bên trong lỗ:
Sử dụng các dụng cụ tiện rãnh bên trong lỗ có nguồn cung cấp dung dịch làm mát bên trong ngay cả khi áp suất chất làm mát tối đa trong máy của bạn thấp. Dung dịch làm mát cải thiện quá trình thoát phoi và giảm nguy cơ kẹt phoi trong rãnh, đặc biệt là ở những rãnh sâu trong lỗ. Để thoát phoi tốt hơn, hãy sử dụng áp suất dung dịch làm mát cao nhất có thể.
—————–
Công ty TNHH dụng cụ cắt Nam Dương là nhà cung cấp hàng đầu về dụng cụ cắt kim loại và các đồ gá gá kẹp trên máy gia công cơ khí. Hãy liên hệ với chúng tôi để có tư vấn và báo giá tốt nhất về các sản phẩm bạn cần!





