KHOAN BỀ MẶT KHÔNG ĐỀU
Khoan các bề mặt không đều có thể dẫn đến lực quá mức, không đồng đều trên các cạnh cắt của mũi khoan, dẫn đến mài mòn sớm. Điều quan trọng là phải tuân theo các hướng dẫn và giảm lượng bước tiến dao khi cần thiết.
Khoan bề mặt không đều:
Có thể làm hỏng mũi khoan hoặc chíp khoan khi xuyên qua bề mặt hoặc thoát ra khỏi lỗ.
Mũi khoan ghép mảnh:
– Giảm tốc độ tiến dao để tránh hư hỏng chíp dao.
Mũi khoan hợp kim nguyên khối:
– Giảm tốc độ tiến dao xuống mức bình thường để giảm nguy cơ sứt mẻ trên các cạnh cắt.
Mũi khoan đầu mũi khoan có thể thay đổi:
– Giảm tốc độ bước tiến dao xuống mức bình thường để tránh sứt vỡ.
– Nếu điều kiện không ổn định, hãy tạo lỗ dẫn hướng hoặc phay dẫn hướng tại chỗ để tạo bề mặt phẳng.
Khoan bề mặt lồi:
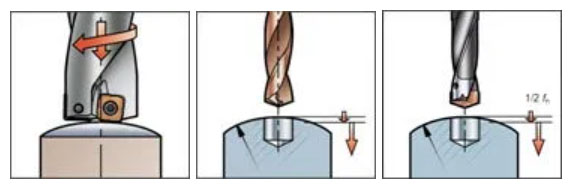
Mũi khoan ghép mảnh:
– Tâm mũi khoan tiếp xúc với phôi trước, tạo ra mô men xoắn bình thường.
– Không cần điều chỉnh.
Mũi khoan hợp kim nguyên khối:
– Bán kính tối thiểu được đề nghị của bề mặt lồi là 4 lần đường kính mũi khoan.
– Lỗ phải vuông góc với bề mặt.
– Bước tiến phải ở mức 50–100% mức bình thường.
Mũi khoan có đầu mũi khoan có thể thay đổi:
– Bán kính tối thiểu được đề nghị của bề mặt lồi là 4 lần đường kính mũi khoan.
– Lỗ phải vuông góc với bề mặt.
– Điều kiện ổn định.
– Sử dụng chiều dài mũi khoan ngắn nhất có thể.
– Giảm bước tiến xuống mức bình thường khi vào khoan.
– Chất lượng lỗ và tuổi thọ dụng cụ có thể bị giảm so với khoan trong điều kiện thuận lợi.
– Tạo lỗ dẫn hướng hoặc phay tại chỗ để tạo bề mặt phẳng.
Khoan bề mặt lõm:

Mũi khoan ghép mảnh:
– Nên ăn vào với chíp khoan giữa trước.
– Sự tương tác của mũi khoan thay đổi tùy thuộc vào bán kính bề mặt lõm và đường kính lỗ liên quan đến chiều cao của điểm khoan.
– Chu vi của mũi khoan sẽ được tiếp xúc trước nếu bán kính bề mặt lõm nhỏ so với đường kính lỗ.
– Giảm bước tiến xuống mức bình thường để giảm độ lệch của mũi khoan.
Mũi khoan hợp kim nguyên khối:
– Có thể khoan nếu bán kính > 15 lần đường kính mũi khoan và lỗ vuông góc với bán kính.
– Giảm bước tiến xuống mức bình thường.
Mũi khoan có đầu mũi khoan có thể thay đổi:
– Bán kính bề mặt lõm tối thiểu được khuyến nghị là 1x đường kính mũi khoan (để đảm bảo tâm của mũi khoan đi vào phôi trước).
– Điều kiện ổn định.
– Sử dụng mũi khoan ngắn nhất có thể.
– Giảm bước tiến xuống mức bình thường khi vào.
– Chất lượng lỗ và tuổi thọ dụng cụ có thể bị giảm so với khoan trong điều kiện thuận lợi.
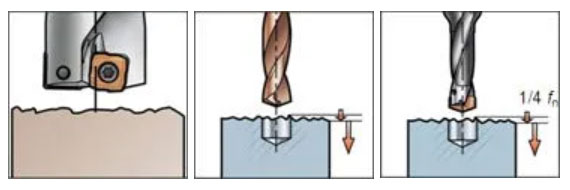
Lỗ khoan mở rộng lỗ:
Mũi khoan ghép mảnh:
– Lỗ khoan trước không được lớn hơn Dc/4 để giữ cân bằng lực cắt giữa chíp khoan trung tâm và chíp dao chu vi ở mức chấp nhận được.
– Có thể sử dụng mũi khoan ba me để mở lỗ trước.
Mũi khoan hợp kim nguyên khối:
– Không được khuyến khích do có nguy cơ bị sứt mẻ ở lưỡi cắt.
Mũi khoan có đầu mũi khoan có thể thay đổi:
Không được khuyến khích do có nguy cơ bị sứt mẻ ở lưỡi cắt.
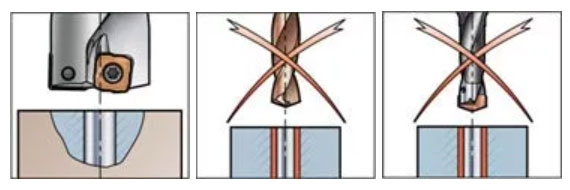
Khoan lỗ chéo nhau:
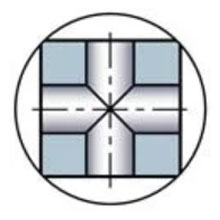
Những thách thức khi khoan lỗ chéo nhau:
– Việc sơ tán phoi bị ảnh hưởng – có thể trở nên rắc rối hơn.
– Việc gỡ bỏ gờ đoạn cắt nhau rất khó khăn; sự hình thành gờ phải được giữ ở mức tối thiểu.
– Gây mài mòn mũi khoan nhiều hơn so với khoan thông thường.
Hướng dẫn chung khi khoan lỗ chéo nhau:
– Nói chung việc giảm bước tiến là cần thiết khi mũi khoan đi qua lỗ cắt ngang.
– Đối với các lỗ có đường kính khác nhau, hãy khoan lỗ lớn nhất trước để giảm hình thành gờ.
Mũi khoan ghép mảnh:
– Khi vượt qua một lỗ có đường kính lớn hơn đường kính mũi khoan, hãy giảm bước tiến xuống mức bình thường.
Mũi khoan hợp kim nguyên khối:
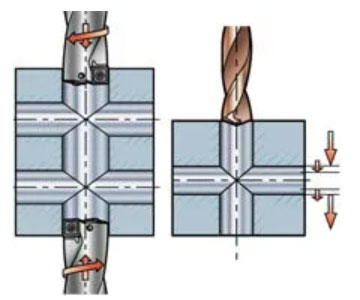
– Giảm bước tiến dao xuống mức bình thường khi vượt qua lỗ cắt ngang.
Mũi khoan có đầu mũi khoan có thể thay đổi:
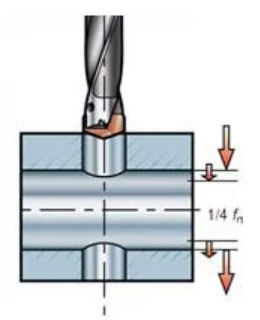
– Đường kính tối thiểu được khuyến nghị trên lỗ cắt ngang qua là 2 × Dc (để đảm bảo rằng tâm của đầu đi vào phôi trước).
– Điều kiện ổn định.
– Sử dụng mũi khoan ngắn nhất có thể.
– Giảm bước tiến dao xuống mức bình thường khi vào và ra lỗ cắt ngang.
– Giảm bước tiến rút lại.
– Chất lượng lỗ và tuổi thọ dụng cụ có thể bị ảnh hưởng so với điều kiện thuận lợi.
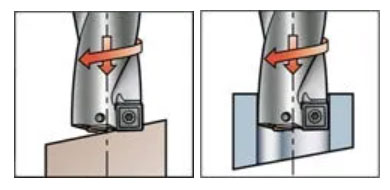
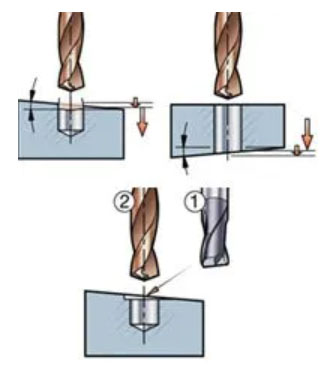
Khoan lỗ với bề mặt vào hoặc ra nghiêng:

Tạo ra lực không đồng đều và quá mức tác động lên các cạnh cắt.
– Cắt không liên tục khi mũi khoan đi vào hoặc ra phôi.
– Tăng khả năng rung.
– Có thể làm biến dạng mũi khoan.
– Gây mài mòn mũi khoan nhiều hơn so với khoan thông thường.
Khuyến nghị chung khi khoan lỗ với bề mặt vào hoặc ra nghiêng:
– Sự ổn định là rất quan trọng; tỷ lệ chiều dài và đường kính nhỏ sẽ giúp duy trì dung sai.
– Nên phay một bề mặt phẳng, nhỏ khi gia công phôi có độ nghiêng lớn.
Mũi khoan ghép mảnh:
– Sử dụng mũi khoan ngắn nhất có thể để giảm thiểu xu hướng rung và giảm ảnh hưởng của độ lệch mũi khoan.
– Nếu bề mặt có góc lớn hơn 2°, hãy giảm bước tiến dao xuống mức bình thường.
– Việc giảm bước tiến dao cũng sẽ giúp giảm hiện tượng ba via khi thoát ra.
Mũi khoan hợp kim nguyên khối:
– Đối với độ nghiêng lên đến 10°, hãy giảm bước tiến dao xuống tốc độ tiến dao bình thường cho đến khi cắt hết đường kính.
– Độ nghiêng lớn hơn 10°, mũi khoan hợp kim không được khuyến khích để khoan.
– Một giải pháp thay thế cho những góc nghiêng lớn là phay một bề mặt phẳng, nhỏ, sau đó khoan lỗ.
Mũi khoan có đầu khoan thay đổi, khoan lối vào nghiêng:
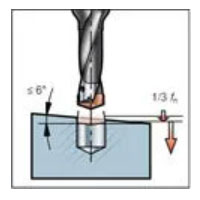
– Góc tối đa được đề nghị là 6°.
– Điều kiện ổn định.
– Sử dụng mũi khoan ngắn nhất có thể.
– Giảm bước tiến dao xuống mức bình thường khi vào.
– Chất lượng lỗ và tuổi thọ dụng cụ có thể bị giảm so với khoan trong điều kiện thuận lợi.
– Tạo lỗ dẫn hướng hoặc phay tại chỗ để tạo bề mặt phẳng nếu có góc vào lớn hơn hoặc chiều dài dài hơn.
Mũi khoan có đầu khoan thay đổi, khoan lối thoát ra nghiêng:

– Góc tối đa được đề nghị là 30°.
– Điều kiện ổn định.
– Sử dụng mũi khoan ngắn nhất có thể.
– Giảm bước tiến dao xuống mức bình thường trong khi mũi khoan thoát ra.
– Giảm bước tiến dao khi rút mũi khoan lại.
– Chất lượng bề mặt lỗ và tuổi thọ dụng cụ có thể bị giảm so với khoan trong điều kiện thuận lợi.
– Nên giữ đầu khoan tiếp xúc với bề mặt lỗ ở cả hai bên.
Khoan lỗ các bề mặt cong không đối xứng:
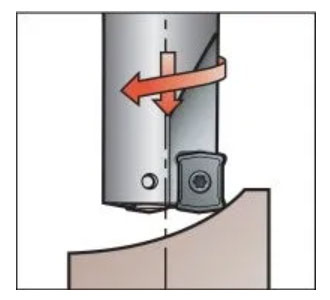
Nguy cơ làm cho mũi khoan bị cong ra khỏi đường tâm của lỗ.
– Ban đầu chỉ có phần chu vi của lưỡi cắt tiếp xúc.
– Tương tự nhưng không giống hệt với bề mặt nghiêng.
Mũi khoan ghép mảnh:
– Vì chíp dao trung tâm ban đầu sẽ không nằm trong đường cắt để cân bằng lực cắt, nên hãy giảm bước tiến vào về mức bình thường.
Mũi khoan hợp kim nguyên khối:
– Không thể sử dụng – chỉ các phần của lưỡi cắt sẽ cắt và đầu mũi có thể không tiếp xúc với bề mặt trước.
– Nguy cơ vỡ mẻ cao.
Mũi khoan có đầu khoan thay đổi
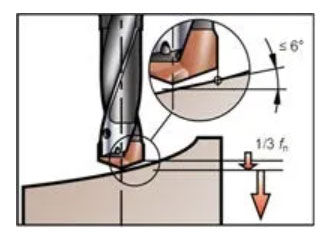
– Góc tối đa được khuyến nghị từ tâm đến góc là 6°.
– Điều kiện ổn định.
– Sử dụng mũi khoan ngắn nhất có thể.
– Giảm bước tiế xuống mức bình thường khi vào cắt.
– Chất lượng bề mặt lỗ và tuổi thọ dụng cụ có thể bị giảm so với khoan trong điều kiện thuận lợi.
– Tạo một lỗ dẫn hướng hoặc phay tại chỗ để tạo bề mặt phẳng nếu có góc lớn hơn hoặc chiều dài dài hơn.
—————-
Công ty TNHH dụng cụ cắt Nam Dương là nhà cung cấp hàng đầu về dụng cụ cắt kim loại và các đồ gá gá kẹp trên máy gia công cơ khí. Hãy liên hệ với chúng tôi để có tư vấn và báo giá tốt nhất về các sản phẩm bạn cần!





