Khắc phục các mài mòn dụng cụ thường gặp trong gia công phay ren

Việc quan sát cẩn thận chíp phay ren/lưỡi cắt sau khi gia công có thể giúp tối ưu hóa kết quả liên quan đến tuổi thọ dụng cụ và chất lượng ren. Sử dụng danh sách các nguyên nhân và giải pháp cho các loại mài mòn chíp dao khác nhau làm tài liệu tham khảo để phay ren thành công.
Các kiểu mài mòn chíp dao |
Nguyên nhân |
Cách khắc phục |
 |
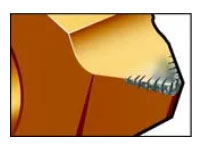
Phần lưỡi cắt không được cắt sẽ bị hư hỏng do búa đập, dẫn đến bề mặt kém và mòn cạnh quá mức. | Tăng tốc độ cắt.
Giảm bước tiến dao khi bắt đầu cắt. Cải thiện sự ổn định. Tăng số lần cắt. Sử dụng chíp phay ren toàn phần. |
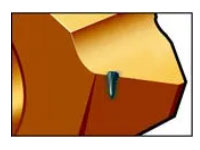
| Độ hoàn thiện bề mặt kém và mép cắt bị bong ra khi lẹo dao bị xé đi.
|
Nhiệt độ vùng cắt quá thấp.
Vật liệu rất dính, chẳng hạn như thép carbon thấp, thép không gỉ và nhôm.
|
Tăng tốc độ cắt hoặc bước tiến dao.
Sử dụng dung dịch tưới nguội phun sương hoặc dầu cắt. |
 |
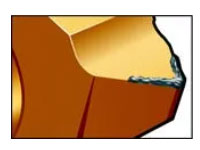
Mòn quá mức gây ra một cạnh cắt yếu.
Độ đột phá của lưỡi cắt ở mép sau, dẫn đến độ độ bóng bề mặt kém. |
Giảm tốc độ để giảm nhiệt độ.
Giảm bước tiến dao. |
 |
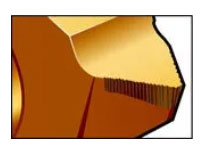
Sự thay đổi nhiệt độ do nguồn cung cấp dầu cắt khác nhau hoặc gia công không liên tục dẫn đến các vết nứt nhỏ vuông góc với lưỡi cắt, chíp dao bị rỗ và độ bóng bề mặt kém. | Sử dụng dầu cắt với số lượng lớn, hoặc không.
Giảm tốc độ cắt. |
| Biến dạng dẻo của cạnh cắt, chỗ lõm hoặc chỗ lõm của sườn, dẫn đến khả năng kiểm soát phoi kém, độ hoàn thiện bề mặt kém và gãy chíp dao.
|
Nhiệt độ cắt và áp suất quá cao. | Giảm tốc độ cắt.
Giảm bước tiến dao.
|
| Mòn nhanh gây ra độ bóng bề mặt kém hoặc dung sai vượt quá cho phép.
|
Phần lưỡi cắt không được cắt sẽ bị hư hỏng do va đập, dẫn đến bề mặt kém và mòn cạnh quá mức. | Tăng tốc độ cắt.
Giảm bước tiến dao khi bắt đầu cắt. Cải thiện sự ổn định. Tăng số lần cắt. Sử dụng chíp phay ren toàn phần. |
| Mài mòn quá mức dẫn đến tuổi thọ dụng cụ ngắn, hình thành gờ trên bộ phận, độ hoàn thiện bề mặt kém, sinh nhiệt và tiếng ồn quá mức.
|
Rung động.
Cắt lại phoi. Sự hình thành gờ trên chi tiết. Bề mặt hoàn thiện kém. Sinh nhiệt. Tiếng ồn quá mức. |
Tăng bước tiến, fz
Giảm tốc độ cắt. Sử dụng phay thuận. Thổi phoi hiệu quả bằng khí nén. Kiểm chế độ cắt được đề xuất. |
| Mòn không đều dẫn đến vỡ góc cắt, tuổi thọ dụng cụ ngắn, độ hoàn thiện bề mặt xấu và độ ồn cao.
|
Dụng cụ đảo.
Rung động. Tuổi thọ dụng cụ ngắn. Bề mặt hoàn thiện xấu. Độ ồn cao. Lực hướng tâm quá cao. |
Kiểm tra mâm cặp và collet.
Giảm chiều dài nhô ra của dụng cụ. Sử dụng ít răng hơn khi cắt. Chia chiều sâu cắt dọc trục, ap, thành nhiều đường cắt. Giảm bước tiến, fz. Giảm tốc độ cắt, vc. Gia công tốc độ cao yêu cầu đường cắt nông. Cải thiện khả năng kẹp dụng cụ và phôi. |
| Gá kẹp yếu.
Dụng cụ nhô ra quá dài. |
Kiểm tra gá kẹp phôi và dụng cụ.
Giảm chiều dài nhô ra. Kiểm tra độ đảo của giá đỡ dụng cụ. Chọn dụng cụ có ít răng hơn. Tăng số lần cắt. Tăng bước tiến cho mỗi răng. Giảm tốc độ cắt. Sử dụng phay nghịch khi phay tinh. |
|
| Sơ tán phoi không đủ. | Sử dụng khí nén hoặc một lượng lớn dầu cắt, tốt nhất là làm mát từ trong dụng cụ.
Giảm bước tiến cho mỗi răng. Tăng số lần cắt. |
|
 |
Gia công vật liệu cứng.
Chi tiết mỏng và dạng đĩa. |
Giảm tốc độ cắt.
Chọn lớp phủ khỏe hơn. Tăng tốc độ cắt. |
| Tốc độ cắt RPM của máy quá thấp. | Giảm tốc độ cắt trước tốc độ bàn máy.
Sử dụng dao cắt nhỏ hơn và tăng số lần cắt. |
|
| Lực cắt quá cao. | Giảm chiều dài dụng cụ.
Sử dụng phay nghịch. Giảm bước tiến dao. Tăng số lần cắt. Sử dụng dao phay ren một hàng. |
|
| Sơ tán phoi kém.
Tải quá lớn không ổn định |
Sử dụng khí nén, nhũ tương hoặc dung dịch làm mát bên trong.
Chia cắt thành 2 hoặc 3 lần cắt. Giảm bước tiến dao. Kiểm tra/thay bầu kẹp dụng cụ. |

—————–
Công ty TNHH dụng cụ cắt Nam Dương là nhà cung cấp hàng đầu về dụng cụ cắt kim loại và các đồ gá gá kẹp trên máy gia công cơ khí. Hãy liên hệ với chúng tôi để có tư vấn và báo giá tốt nhất về các sản phẩm bạn cần!





