CÁCH SỬ DỤNG DUNG DỊCH TƯỚI NGUỘI VÀ DẦU CẮT KHI TIỆN

Các chức năng chính của dầu cắt là thoát phoi, làm mát và bôi trơn giữa dụng cụ cắt và vật liệu phôi. Nếu được áp dụng đúng cách, nó sẽ tối đa hóa sản lượng, tăng độ an toàn khi gia công và cải thiện hiệu suất dụng cụ và chất lượng chi tiết.
Trong một số trường hợp, nó có thể là lợi ích về mặt môi trường và chi phí khi máy không có dung dịch làm mát (gia công khô).
Nhiều ứng dụng yêu cầu dung dịch làm mát cho các yếu tố về dung sai, bề mặt và khả năng gia công. Nếu chất làm mát được yêu cầu, nó nên được tối ưu hóa để tối đa hóa tiềm năng thực sự của nó.
Có những khía cạnh khác nhau của dung dịch làm mát rất quan trọng đối với quá trình cắt:
– Dung dịch làm mát.
– Đầu ra dung dịch làm mát.
– Áp suất dung dịch làm mát.
1. Dung dịch làm mát:
Có một số dung dịch làm mát khác nhau được sử dụng khi tiện:
– Dầu trong nước (emulsion): hỗn hợp nước và dầu (5–10% dầu trong nước) là dung dịch làm mát phổ biến nhất.
– Dầu: trong một số máy, dầu được sử dụng thay vì dầu trong nước.
– Khí nén: được sử dụng để thoát phoi, nhưng nó không lấy đi nhiệt tốt.
– MQL: dạng phun sương – khí nén kết hợp với lượng dầu tối thiểu để bôi trơn.
– Chất làm mát đông lạnh: khí hóa lỏng được sử dụng làm chất làm mát để tối đa hóa hiệu quả làm mát.
Dầu trong nước, dầu và khí nén có thể được áp dụng thông qua làm mát bên trong các cán dao tiện. Khi đề cập đến chất làm mát nói chung, chúng ta thường nói là làm mát bằng dầu trong nước hoặc dầu. MQL và chất làm mát đông lạnh yêu cầu thiết bị đặc biệt.
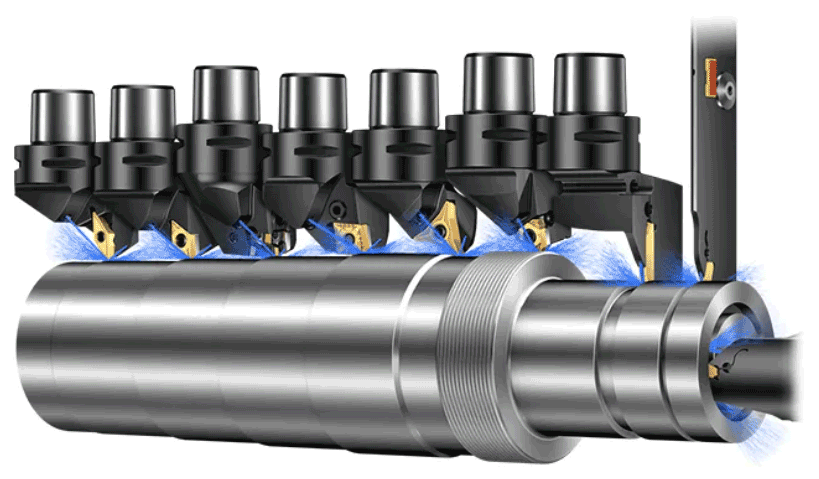
2. Đầu phun dung dịch làm mát:
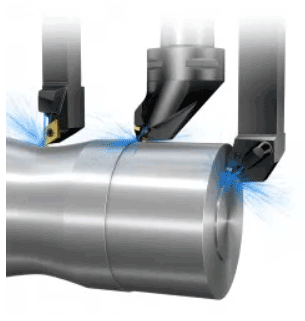
Hầu hết các dao tiện hiện đại đều được thiết kế làm mát bên trong cán dao tiện. Nhiều trong số này cung cấp kết hợp được chính xác giữa làm mát bên trên và làm mát bên dưới. Các đầu phun bên trong dụng cụ có thể thuộc các loại sau, mang lại những lợi ích khác nhau cho việc gia công của bạn:
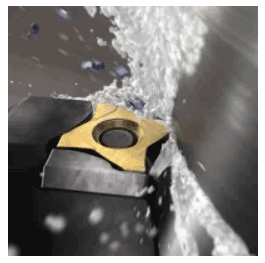
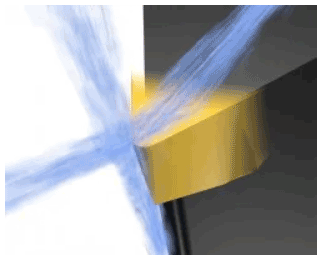
– Làm mát chính xác, hoặc làm mát bên trên chính xác: vòi phun (hoặc hệ thống phân phối tương tự) hướng chùm chất làm mát trực tiếp về phía vùng cắt trên mặt trước (rake side) của chíp tiện. Giảm nhiệt độ và cải thiện khả năng thoát phoi. Có thể được sử dụng với áp suất cao để cải thiện việc bẻ phoi.
– Làm mát bên dưới: chùm dung dịch làm mát hướng ở mặt bên (flank side) giúp lấy nhiệt hiệu quả khỏi chíp tiện, mang lại tuổi thọ dao tiện lâu hơn.
– Đầu phun dung dịch làm mát thông thường: ví dụ, các đầu phun có thể điều chỉnh mà trong hầu hết các trường hợp có đường kính đầu ra lớn hơn các đầu phun chất làm mát chính xác. Có nghĩa là dung dịch làm mát chảy trên chíp tiện và chi tiết trong quá trình gia công (có thể được gọi là dung dịch làm mát ngập). Những công cụ này không được sử dụng với áp suất cao.
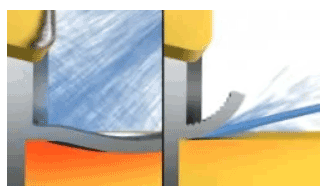
Chất làm mát thông thường so với chất làm mát chính xác
Làm mát chính xác:
| Các dao tiện hiện đại có các vòi phun cung cấp cdung dịch làm mát chính xác hướng chính xác đến vùng cắt trên mặt trước của chíp tiện, điều này kiểm soát việc bẻ phoi và cung cấp gia công an toàn. Để tối ưu hóa khả năng của máy và cải thiện hơn nữa tuổi thọ của dụng cụ và sự hình thành phoi, có thể tinh chỉnh vận tốc và phân phối dung dịch làm mát bằng cách thay đổi đường kính vòi phun.
Các tác động tích cực của dung dịch làm mát chính xác bắt đầu ở áp suất dung dịch làm mát thấp. Nhưng áp suất càng cao, vật liệu càng đòi hỏi phải được gia công thành công.
|
 |

Với làm mát chính xác, bạn sẽ có được khả năng kiểm soát phoi được cải thiện, tuổi thọ dụng cụ dài hơn, an toàn gia công tốt hơn và năng suất cao hơn.

Nếu không có dung dịch làm mát chính xác, hiện tượng kẹt phoi có thể là một vấn đề, gây ngừng máy, ngừng hoạt động, tăng độ mài mòn của dụng cụ và độ bóng bề mặt kém.
Làm mát bên dưới:
| Các cán dao tiện hiện đại nhất cũng được giới thiệu với làm mát bên dưới. Dung dịch làm mát bên dưới kiểm soát nhiệt trong vùng cắt, dẫn đến cải thiện tuổi thọ của dụng cụ và gia công có thể đoán trước được.
Làm mát bên dưới rất hiệu quả ở áp suất dung dịch làm mát thấp, nhưng khi áp suất càng cao, tác động lớn hơn mà chúng ta có thể thấy là việc tăng tuổi thọ của dụng cụ. Điều đó mang đến có thể tăng tốc độ cắt hoặc tiến dao để cải thiện sản lượng. |
 |
Làm mát bên trên hay bên dưới? Hay cả hai?
Nếu sử dụng một dụng cụ có tính năng làm mát bên trên (chất làm mát chính xác) và làm mát bên dưới, việc tắt chất làm mát quá mức có thể có lợi trong một số hoạt động nhất định. Nó phụ thuộc rất nhiều vào vật liệu phôi, lớp phủ nào và chế độ cắt mà bạn gia công.
Đối với các lớp phủ mỏng, như lớp phủ PVD lựa chọn đầu tiên cho nhóm vật liệu S, tốt nhất là sử dụng cả chất làm mát trên và dưới để bảo vệ chíp tiện nóng và tránh biến dạng dẻo.
Các lớp phủ dày, như lớp CVD lựa chọn đầu tiên cho vật liệu nhóm P và K, có khả năng bảo vệ nhiệt tốt trong lớp phủ. Các loại này có thể có tuổi thọ dụng cụ tốt nhất trong các ứng dụng gia công thô đến trung bình chỉ với làm mát bên dưới.
Đối với các lớp phủ trung bình, như lớp CVD lựa chọn đầu tiên cho nhóm vật liệu M, bạn nên sử dụng cả chất làm mát trên và dưới. Tuy nhiên, nếu xảy ra mòn mặt trước trong ứng dụng, hãy cố gắng chỉ sử dụng làm mát dưới và so sánh tuổi thọ của dụng cụ.
Khuyến nghị về chất làm mát cho quá trình tiện thép
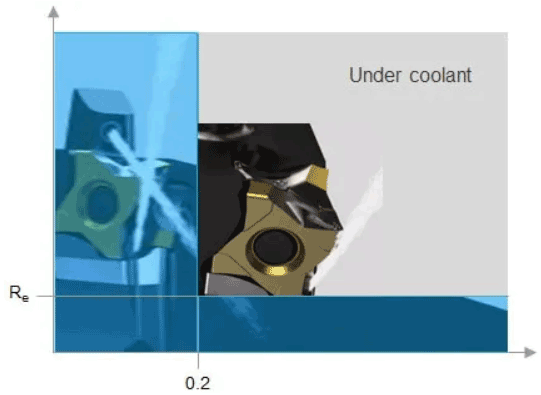
| – Áp dụng làm mát dưới để có tuổi thọ dụng cụ lâu hơn.
– Sử dụng làm mát trên (và làm mát dưới) khi bạn cần cải thiện khả năng kiểm soát phoi, thường là cần thiết với vùng độ sâu cắt (ap) và bước tiến dao (fn) màu xanh lam (xem biểu đồ bên dưới). – Bên ngoài khu vực màu xanh lam (hình bên dưới), làm mát trên có thể gây mòn cạnh nhỏ và tăng mài mòn mặt trên. Độ mòn mặt trên có thể khó đánh giá, có nghĩa là tuổi thọ dụng cụ không thể đoán trước và bị rút ngắn. Đó là lý do tại sao làm mát dưới được khuyến khích. (Nếu không có sẵn làm mát dưới, hãy sử dụng một công cụ có đầu ra chất làm mát thông thường). |
 |
ap (mm)
 fn (mm / r)
fn (mm / r)
Lợi ích với làm mát trên và dưới trong các vật liệu gia công khác nhau:
| Vật liệu phôi | Lớp phủ | Làm mát trên | Làm mát dưới |
 |
CVD
PVD |
Kiểm soát phoi
Kiểm soát phoi/tuổi bền |
Tuổi thọ của dụng cụ |
| CVD
PVD |
Kiểm soát phoi
Kiểm soát phoi/tuổi bền |
||
| CVD
Ceramic |
Tuổi bền dụng cụ
Tuổi bền dụng cụ |
||
| Không phủ
PVD PCD (Kim cương) |
Kiểm soát phoi/tuổi bền
Kiểm soát phoi/tuổi bền Kiểm soát phoi/tuổi bền |
||
| PVD
Ceramic |
Kiểm soát phoi/tuổi bền
Kiểm soát phoi |
3. Áp suất dung dịch làm mát:
Dung dịch làm mát áp suất cao làm tăng mức tiêu thụ năng lượng, điều này cần được xem xét trên quan điểm bền vững và chi phí. Nhưng áp lực cao cũng có thể làm tăng năng suất theo những cách khác nhau.
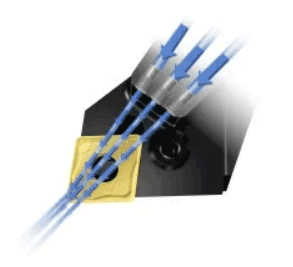
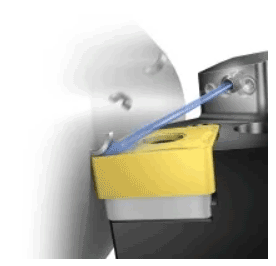
Làm mát chính xác với áp suất cao
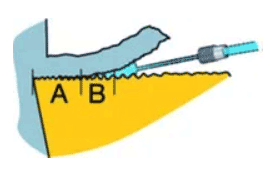
| Áp suất cao trong máy, cùng với vòi phun tạo ra tia dung dịch làm mát vận tốc cao, từ đó tạo ra nêm thủy lực. Tia dung dịch làm mát có ba tác dụng chính:
– Để cung cấp khả năng làm mát hiệu quả hơn cho chíp tiện trong vùng tiếp xúc (A). – Để nhanh chóng buộc phoi ra khỏi mặt chíp tiện, giảm mài mòn trên chíp tiện (B). – Để giúp bẻ phoi thành nhiều mảnh nhỏ hơn và di tản phoi ra khỏi khu vực cắt. |
 |
Sử dụng đúng giá trị áp suất dung dịch làm mát:
7–10 bar (100–150 psi)
Làm mát chính xác giúp cải thiện khả năng kiểm soát phoi và đảm bảo gia công tốt hơn trong thép và các vật liệu thông thường khác. Nhờ độ chính xác, bạn có thể tăng chế độ cắt trong khi vẫn duy trì ổn định gia công.
70–80 bar (1.000–1.200 psi)
Với áp suất cao hơn, bạn cũng có thể đạt được sự bẻ phoi. Bằng cách sử dụng các hình học được thiết kế cho dung dịch làm mát chính xác, bạn sẽ có được kết quả tốt hơn.
150–200 bar (2.200–2.900 psi)
Đối với vật liệu khó gia công, chẳng hạn như thép không gỉ duplex và vật liệu HRSA, sử dụng áp suất cao hơn là cần thiết. Sử dụng bầu kẹp dụng cụ có đầu phun để cung cấp chất làm mát chính xác và các dạng hình học dành riêng cho làm mát chính xác.
——
Công ty TNHH dụng cụ cắt Nam Dương là nhà cung cấp hàng đầu về dụng cụ cắt kim loại và các đồ gá gá kẹp trên máy gia công cơ khí. Hãy liên hệ với chúng tôi để có tư vấn và báo giá tốt nhất về các sản phẩm bạn cần!





