CÁCH CHỌN BƯỚC RĂNG TRÊN DAO PHAY

Khi chọn số lượng lưỡi cắt hiệu quả phù hợp nhất zc cho nguyên công, cũng cần xem xét bước răng – khoảng cách giữa các lưỡi cắt.
Chọn bước răng dao phay chính xác là rất quan trọng vì nó có tác động đáng kể đến năng suất, độ ổn định và mức tiêu thụ điện năng.
Số lưỡi cắt zn trên dao phay:

Dao phay có số lưỡi cắt cao
Bằng cách tăng số lượng lưỡi cắt, bước tiến bàn máy có thể tăng lên trong khi vẫn giữ nguyên tốc độ cắt và bước tiến trên mỗi răng mà không tạo thêm nhiệt ở lưỡi cắt.
Tuy nhiên, việc tăng số lưỡi cắt sẽ thay đổi thiết kế của dụng cụ. Khoảng cách ngắn hơn giữa các cạnh của dụng cụ có nghĩa là sẽ có ít không gian hơn để thoát phoi và trong hầu hết các trường hợp, dao phay phải có bước răng đồng đều.
Yêu cầu về năng lượng thường là một yếu tố hạn chế số lượng lưỡi cắt có thể tham gia vào quá trình cắt.
Bước răng không đều

Dao phay có bước răng không đều nhau
Dao phay có bước răng không đều có khoảng cách giữa các răng xung quanh dao phay không bằng nhau. Những dao phay này có lợi vì chúng phá vỡ các rung động điều hòa, do đó làm tăng độ ổn định và giảm nguy cơ rung động. Điều này đặc biệt hữu ích khi phay với chiều rộng cắt cao ae và phần nhô ra dài.
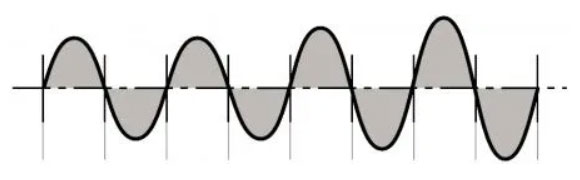
Rung động khi bước răng dao phay bình thường
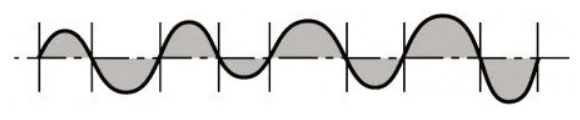
Rung động khi bước răng dao phay không đều nhau
Bước răng rộng, gần và cực gần:
Thông thường, có ba bước răng khác nhau để lựa chọn có thể giúp bạn tối ưu hóa gia công: bước răng rộng, bước răng gần và bước răng cực gần.
Dao phay bước răng gần hơn được sử dụng khi độ ổn định tốt và cho các ứng dụng ae thấp . Điều này đảm bảo rằng luôn có nhiều hơn một răng tham gia vào quá trình cắt.

Bước răng rộng

Bước răng gần

Bước răng siêu gần
Dao phay bước răng rộng:
Dao phay bước răng khác nhau với số lượng cạnh cắt thấp.
– Lựa chọn đầu tiên cho gia công không ổn định, do lực cắt thấp nhất.
– Công suất máy hạn chế.
– Bầu kẹp dao nối dài.
– Nguyên công phay rãnh toàn bộ.
– Dùng phay vật liệu phoi dài nhóm N (hốc phoi lớn)
Dao phay bước răng gần:
Dao phay có bước răng đồng đều hoặc khác nhau với số cạnh cắt trung bình.
– Lựa chọn đầu tiên cho gia công thô trong điều kiện ổn định.
– Nnăng suất tốt.
– Không gian phoi tốt để gia công thô trên vật liệu nhóm P, M và S.
Dao phay bước răng cực gần:
Dao cắt có bước đều với số lượng chíp dao tối đa.
– Lựa chọn đầu tiên cho năng suất cao với ae thấp – luôn có nhiều hơn một răng tham gia cắt.
– Gia công thô và tinh bằng vật liệu nhóm K.
– Gia công thô vật liệu nhóm S kết hợp với chíp dao tròn.
—————-
Công ty TNHH dụng cụ cắt Nam Dương là nhà cung cấp hàng đầu về dụng cụ cắt kim loại và các đồ gá gá kẹp trên máy gia công cơ khí. Hãy liên hệ với chúng tôi để có tư vấn và báo giá tốt nhất về các sản phẩm bạn cần!





