
Dụng cụ cắt gọt cơ khí là gì?
Vật liệu dụng cụ cắt
Có nhiều loại vật liệu làm dụng cụ cắt, nhưng tùy theo vật liệu gia công, chế độ gia công mà người ta chọn vật liệu làm dao cho hợp lý và kinh tế. Để chọn vật liệu làm dụng cụ cắt người ta xem xét các yêu cầu:
– Độ cứng: là khả năng không bị biến dạng khi dùng để cắt vật liệu gia công.
– Độ bền cơ học: Khả năng không bị phá hủy khi chịu lực trong quá trình cắt.
– Độ bền nhiệt: Khả năng giữ được độ cứng và độ bền cơ học ở nhiệt độ cao.
– Độ bền mòn: Khả năng chống lại sự mài mòn trong quá trình cắt.
Thép dụng cụ
Đây là vật liệu được dùng làm dụng cụ cắt trước đây, nó là thép cacbon chất lượng cao, có hàm lượng các bon cao, ta có thép các bon dụng cụ và thép hợp kim dụng cụ.
– Thép các bon dụng cụ là thép cacbon chất lượng cao, nó có độ cứng và độ bền mòn khá cao, nhưng nó lại có độ bền nhiệt thấp ( đến nhiệt độ 200 – 250oC nó sẽ mất độ cứng). Ngày nay người ta chỉ dùng thép cacbon dụng cụ để chế tạo các dụng cụ cắt có vận tốc thấp ( không lớn hơn 10 – 12 m/phút) như dao bào, xọc, dụng cụ cắt gỗ, dụng cụ gia công bằng tay: lưỡi cứ tay, mũi khoan, tarô-bàn ren, giũa, . . .
– Thép hợp kim dụng cụ là thép cácbon dụng cụ có thêm các nguyên tố kim loại khác như vônfram, crôm, vanadi, silic, mangan để tăng độ bền nhiệt của dụng cụ cắt. Tuy vậy hiện nay nó cũng chỉ được dùng chế tạo các dụng cụ cắt tốc độ thấp. Thép hợp kim dụng cụ thường gặp là thép crôm, thép crôm- niken, thép crôm – mangan – silic, thép vônfram, thép vanadi, . . .
Thép gió
Thép gió thật ra là thép các bon có hàm lượng cácbon rất cao (0,95%) và hàm lượng khá cao của vônfram (18%) crôm (4,6%) . Thép gió có độ cứng, độ bền mòn cao, nó có độ bền nhiệt khá cao (có khả năng cắt đến nhiệt độ 550 – 600 oC). Tốc độ cắt đến 50 – 60 mét/phút.
– Hiện nay để gia công các vật liệu thông dụng người ta thường dùng những mác thép gió: P6M5 ( 6% volfram, 5% molipden), P6M3 ( 6% volfram, 3% molipden), P12 (12% volfram).
– Để gia công thép không gỉ có độ bền cao và thép hợp kim có độ cứng và độ dẽo cao (trong điều kiện cắt gọt có va đập) người ta dùng dụng cụ cắt làm bằng thép gió có mác: P18KM2, P10K5M3, P9K5, P6M5K5, P12M2K8M3, P9M4K8, . . .
Hợp kim cứng
Hợp kim cứng là tên gọi chung của loại vật liệu có gốc là hợp chất của cácbon và các kim loại như volfram, titan, tantan, và chất kết dính là coban. Thông thường người ta dùng hai loại hợp kim cứng là:
– Hợp kim kim loại gồm có Volfram –Coban ( thường được ký hiệu là BK: Chữ B ký hiệu cho Cacbit Volfram, chữ K ký hiệu cho Coban, chữ số phía sau nói lên hàm lượng Coban tính theo % , Chữ OM là cỡ hạt Cacbit rất nhỏ) ta có các hợp kim thông dụng: BK2 ( 2% Coban và 98% Cacbit Volfram), BK3, BK3M, BK6, BK6M, BK5H, BK10, BK15M, BK8, BK6-OM, BK8-OM, BK10-OM, BK15-OM, . . . Người ta thường dùng nhóm hợp kim này để gia công các vật liệu giòn như gang, đồng thau, thép tôi, chất dẽo. Tốc độ cắt có thể đạt 200 mét/phút.
– Hợp kim Titan – Volfram – Coban (thường được ký hiệu là T* K* : chữ T ký hiệu cho Coban, chữ số phía sau* nói lên hàm lượng của Coban tính theo %, chũ T ký hiệu cho Cacbit Titan và con số đứng sau* nói lên hàm lượng của Cacbit Titan tính theo % ) ta có các hợp kim thông dụng : T5K10 ( 5% Cacbit Titan, 10% Coban, 85% Cacbit Volfram), T14K8, T15K6, T30K4, T60K6, . . .Người ta thường dùng nhóm hợp kim này để gia công vật liệu dẽo như thép, đồng đỏ. Tốc độ cắt có thể đạt 350 mét/phút
Hiện nay người ta cũng đã đưa vào sử dụng loại hợp kim ba Cacbit ( Cacbit Volfram, Cacbit Titan và Cacbit Tantan). Loại hợp kim này có độ bền cao hơn loại TK 1,5-2 lần. Nó được ký hiệu là TTK.
Hợp kim cứng được chế tạo thành từng miếng có hình dạng và kích thước theo tiêu chuẩn để có thể ghép vào cán dao. Độ bền của hợp kim cứng sẽ tăng lên khi được mạ lên trên bề mặt một lớp mõng (5-15:m) Cácbít Titan, Borit, Nitrit, . . Tốc độ cắt lúc này có thể đạt đến 800 mét/phút.Khi chọn hợp kim để gia công các loại vật liệu khác nhau ta có thể dùng bảng sau hoặc ở phần phụ lục:
| T30K4 | Gia công tinh thép Cacbon, thép không gỉ. |
| T15K6 | Gia công tinh và bán tinh thép Cácbon và thép không gỉ. |
| T14K8 | Gia công thô và bán tinh thép Cacbon và thép không gỉ. |
| T5K10, TT10K8 | Gia công thô thép Cacbon và thép không gỉ. |
| TT7K12, T5K12 | Gia công thô thép Cacbon và thép đúc với chiều sâu cắt và lượng chạy dao lớn. |
| BK10-OM | Gia công thô và tinh thép đúc từ thép Ostenit không gỉ. |
| BK3, BK3M | Gia công tinh gang, ki loại màu và hợp kim, vật liệu không kim loại. |
| BK6M | Gia công tinh gang hợp kim, gang biến trắng, thép tôi, hợp kim chịu lửa. |
| BK6-OM | Gia công Volfram và Molipden, thép tôi, hợp kim nhôm. |
| BK6, BK8 | Gia công thô gang, hợp kim chịu lửa, đồng, đồng thau, hợp kim màu. |
| BK15-OM | Gia công thô một số thép không gỉ, hợp kim Titan, Hợp kim Niken, hợp kim Volfram và hợp kim Molipden. |
Các trình bày trên theo tiêu chuẩn của Nga.Theo tiêu chuẩn ISO thì hợp kim có và không có lớp phủ có ký hiệu là P, M ,K,S,H,N. Các tiêu chuẩn khác chi tiết xin tham khảo phụ lục.
Các vật liệu khác
– Hợp kim khoáng gốm (Hợp kim Ceramic): Hợp kim này được chế tạo từ Oxid nhôm(Al2O3) – Corodum bằng cách nghiền nhỏ rồi ép và thiêu kết. Nó cũng được chế tạo thành từng mảnh có hình dáng và kích thước theo tiêu chuẩn như các hợp kim cứng. Hợp kim khoáng gốm có độ bền nhiệt và độ chống mài mòn cao hơn so với các hợp kim cứng khác, tuy vậy nó lại có độ bền thấp hơn và độ giòn cao hơn so với hợp kim cứng. Hợp kim khoáng gốm được dùng để gia công tinh. Các tiêu chuẩn về hợp kim khoáng gốm chi tiết xin tham khảo phụ lục.
– Vật liệu siêu cứng (CTM): Là những vật liệu đa tinh thể được tạo thành từ Nitrit Bo.Vật liệu siêu cứng có độ bền nhiệt cao hơn hẳn so với hợp kim khoáng gốm và hợp kim cứng. Vật liệu siêu cứng được dùng để gia công thép, gang, hợp kim khó gia công. Vật liệu siêu cứng thường được dùng để mạ các mảnh dao hợp kim cứng, và dùng để chế tạo dụng cụ hạt mài để mài dao cắt.
– Kim cương nhân tạo: Kim cương nhân tạo được chế tạo ở dạng bột và dạng tinh thể. Từ kim cương nhân tạo dạng bột người ta chế tạo ra đá mài dùng để mài và nghiền các dao hợp kim cứng, đá quý và kim cương.Các dao kim cương chủ yếu được dùng để gia công tinh kim loại màu,hợp kim và vật liệu không kim loại.
Các thông số của dao
Các mặt phẳng quy ước
– Mặt phẳng cơ bản: là mặt phẳng đi qua mũi dao và qua trục dao (trong gia công phay) hoặc qua trục chi tiết (trong gia công tiện) đồng thời vuông góc với bề mặt gia công. Mặt phẳng cơ bản còn được gọi là mặt phẳng pháp tuyến, nó là chuẩn để xác định các thông số của lưỡi cắt.
– Mặt phẳng cắt gọt: là mặt phẳng đi qua lưỡi cắt và tiếp tuyến với bề mặt đang gia công. Nó còn được gọi là mặt phẳng tiếp tuyến. Mặt phẳng cắt gọt vuông góc với mặt phẳng cơ bản.
– Mặt trước: là mặt tiếp xúc với phoi thoát ra, khi tạo chuyển động cắt nó nằm phía trước. Nó còn được gọi là mặt thoát. Đối với dao nhiều lưỡi cắt thì ta có nhiều mặt trước, tùy theo hướng tiến dao mà ta có : Mặt trước chính và mặt trước phụ.
– Mặt sau: là mặt trượt lên trên bề mặt đã gia công, nó gây nên lực ma sát giữa dao và chi tiết gia công, nên nó còn được gọi là mặt sát. Đối vớ dao nhiều lưỡi cắt thì ta có nhiều mặt sau, tùy theo hướng tiến dao mà ta có : Mặt sau chính và mặt sau phụ.
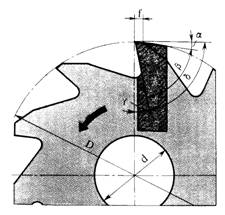
Hình: Các mặt phẳng cơ bản.
Các thành phần của lưỡi cắt
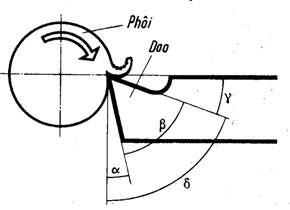
– Góc trước (λ): là góc tạo bởi mặt trước và mặt phẳng pháp tuyến (mặt phẳng cơ bản), sự thoát phoi tốt hay xấu phụ thuộc vào góc trước: Góc trước nhỏ phoi bị nén nhiều hơn làm tăng lực cản cắt gọt gây ra rung động và làm giảm chất lượng bề mặt gia công, góc trước lớn phoi thoát dễ dàng làm cho quá trình cắt ổn định nhưng gây yếu dao. Tùy theo hướng tiến dao mà ta có:
+ Góc trước chính (λ1) là góc tạo bởi mặt trước chính và mặt phẳng pháp tuyến.
+ Góc trước phụ (λ2) là góc tạo bởi mặt trước phụ và mặt phẳng pháp tuyến.
Khi gia công thô và vật liệu gia công cứng người ta mài góc trước nhỏ, khi gia công tinh và vật liệu gia công mềm người ta mài góc trước lớn.
– Góc sau (α): là góc tạo bởi mặt sau và mặt phẳng tiếp tuyến (mặt phẳng cắt gọt), góc sau ảnh hưởng đến mức độ ma sát giữa dao và bề mặt đã gia công, nó cũng ảnh hưởng đến chất lượng bề mặt gia công, góc sau lớn thì ma sát nhỏ nhiệt cắt ít nhưng độ nhẵn bề mặt cao, góc sau nhỏ thì ma sát giữa dao và chi tiết gia công tăng, độ bóng gia công sẽ giảm, nhưng dao sẽ cứng vững hơn. Tùy theo hướng tiến dao mà ta có :
+ Góc sau chính (α1) là góc tạo bởi mặt sau chính và mặt phẳng tiếp tuyến.
+ Góc sau phụ (α2) là góc tạo bởi mặt sau phụ và mặt phẳng tiếp tuyến.
Thông thường góc sau sẽ được chọn theo vật liệu gia công như bảng sau:
| Vật liệu gia công | Giá trị góc sau |
| Gang, thép
Kim loại màu Thép cứng |
5o – 7o
8o – 12o 4o – 5o |
– Góc nêm ( góc sắc ) (β): là góc tạo bởi mặt trước và mặt sau. Góc nêm nói lên độ sắc (bén ) của lưỡi cắt. Góc nêm lớn thì dao ít sắc nhưng có độ cứng vững cao, góc nêm nhỏ thì dao sắc hơn nhưng lại bị yếu. Khi gia công thô người ta mài góc trước và góc sau bé, góc nêm lớn để tăng độ cứng vững, khi gia công tinh thì mài góc trước và góc sau lớn lên để quá trình cắt gọt được tốt hơn.
– Góc cắt gọt (δ): là góc tạo bởi mặt trước và mặt phẳng cắt gọt.
Hình: Các thành phần của lưỡi cắt.
– Góc nghiêng (Φ): là góc tạo bởi hình chiếu của lưỡi cắt lên mặt phẳng cơ bản và hướng tiến dao. Tùy theo hướng tiến dao mà ta có :
+ Góc nghiêng chính (Φ1)là góc giữa lưỡi cắt chính và hướng tiến dao.
+ Góc nghiêng phụ (Φ2)là góc giữa lưỡi cắt phụ và hướng tiến dao.
Nếu góc nghiêng Φ nhỏ thì chiều dài lưỡi cắt tham gia cắt lớn, dao thoát nhiệt tốt, nhưng lực nén dao lớn, gây uốn chi tiết khi gia công. Khi góc nghiêng Φ lớn thì lực nén thân dao ít, lực uốn trên chi tiết nhỏ, nhưng việc thoát nhiệt trên lưỡi cắt kém.
Chế độ cắt
Lượng dư gia công và chiều sâu cắt
Các kích thước của phôi trong gia công cắt gọt luôn lớn hơn kích thước của chi tiết thành phẩm. Lượng vật liệu thừa cần phải hớt bỏ đi khi gia công được gọi là lượng dư gia công. Lượng dư gia công ít khi nào được lấy hết sau một lần cắt mà phải qua nhiều lượt cắt, lượng dư gia công cho mỗi lượt cắt được gọi là chiều sâu cắt. Nếu biết giá trị của lượng dư gia công toàn bộ , chiều sâu cắt thì người ta có thể xác định được số lần chạy dao như sau:
i = h/t
Trong đó : – i : Số lần chạy dao
– h : Lượng dư gia công (mm)
– t : Chiều sâu cắt (mm)
Chiều sâu cắt ảnh hưởng đến năng suất gia công, chất lượng bề mặt gia công, độ bền của dao. Chiều sâu cắt phụ thuộc vào năng suất của thiết bị, độ cứng vững của dụng cụ.
+ Chiều sâu cắt lớn làm tăng năng suất gia công, nhưng làm giảm độ bền của dao do nhiệt cắt lớn, chất lượng bề mặt gia công kém ( độ chính xác và độ nhẵn).
+ Chiều sâu cắt nhỏ làm giảm năng suất gia công, nhưng nâng cao được chất lượng bề mặt gia công và kéo dài độ bền của dụng cụ.
+ Các bước gia công thô người ta cho chiều sâu cắt lớn, khi gia công tinh người ta cho chiều sâu cắt nhỏ.
– Chiều sâu cắt trong gia công tiện
+ Chiều sâu cắt khi chạy dao dọc: Là lượng lấn dao theo phương ngang cho mỗi lượt cắt.
+ Chiều sâu cắt khi chạy dao ngang: Chạy dao ngang trong gia công tiện vạt mặt đầu thì chiều sâu cắt là lượng lấn dao dọc cho mỗi lượt cắt. Chạy dao ngang trong gia công tiện cắt rảnh, cắt đứt thì chiều sâu cắt chính bằng bề rộng của lưỡi dao.
– Chiều sâu cắt trong gia công phay
+ Chiều sâu cắt khi chạy dao dọc trục: Chạy dao dọc trục trong gia công phay khi ta thực hiện quá trình khoan, khoét. Trong các trường hợp này thì chiều sâu cắt chính bằng chiều dài lưỡi cắt chính của dao tham gia cắt.
+ Chiều sâu cắt khi chạy dao ngang trục: Là lượng lấn dao theo phương dọc trục dao cho mỗi lượt cắt trong trường hợp cắt bằng mặt đầu, và là lượng lấn dao theo phương ngang trục vuông góc với phương chạy dao trong trường hợp cắt tiếp tuyến.
– Chiều sâu cắt trong gia công bào và xọc
+ Chiều sâu cắt khi chạy dao ngang: Là lượng lấn dao theo phương thẳng đứng cho mỗi lượt cắt.
+ Chiều sâu cắt khi chạy dao dọc: Là lượng lấn dao theo phương nằm ngang cho mỗi lượt cắt.
Tốc độ cắt
Tốc độ cắt là vận tốc chuyển động tương đối giữa dụng cụ cắt và bề mặt gia công của chi tiết để tạo nên chuyển động chính (chuyển động cắt). Tùy theo phương pháp gia công mà ta có cách xác định tốc độ cắt tương ứng. Tốc độ cắt tối đa phụ thuộc vào vật liệu làm dao và vật liệu chi tiết gia công ( xem lại phần vật liệu làm dao).
– Tốc độ cắt trong gia công tiện
Do đặc tính của phương pháp gia công nên tốc độ cắt trong gia công tiện được xác định theo vận tốc quay của chi tiết gia công :
v = ð.Dn/1000 ( mét/phút)
Trong đó : – D: đường kính của bề mặt gia công (mm).
– n : Số vòng quay của trục chính (chi tiết) (vòng /phút)
+ Trong gia công tiện mặt trụ thì tốc độ cắt không đổi trong suốt lượt cắt.
+ Trong gia công tiện mặt đầu và tiện cắt đứt thì tốc độ cắt sẽ thay đổi giảm dần từ ngoài vào trong. Do đó khi gia công mặt đầu có đường kính lớn thì người ta phải thay đổi tốc độ cắt cho nhiều khoảng kích thước đường kính gia công.
– Tốc độ cắt trong gia công phay, khoan, khoét và doa.
Do đặc tính của phương pháp gia công nên tốc độ cắt trong gia công phay(và các phương pháp tương tự) được xác định theo vận tốc quay của dao :
v = ð.Dn/1000 (mét/phút)
Trong đó : – D : đường kính lớn nhất của dao phay tham gia cắt (mm).
– n : Số vòng quay của trục chính (dao) ( vòng /phút)
– Tốc độ cắt trong gia công bào và xọc
Do đặc tính của phương pháp gia công nên tốc độ cắt trong gia công bào và xọc được xác định theo vận tốc dịch chuyển của dao theo phương cắt :
v = Ln/1000 (mét/phút)
Trong đó : – L : chiều dài hành trình của dao hoặc chi tiết (mm).
– n : số hành trình kép trong một phút ( hành trình kép/phút)
+ Chú ý: Thông thường vận tốc cắt khi bào là không đều và vận tốc cắt và lùi về không bằng nhau, nên tốc độ cắt ở dây chỉ là giá trị trung
Chiều dài hành trình bao gồm chiều dài gia công và khoảng chạy quá dao trước và sau ( xem chi tiết ở phương pháp gia công bào và xọc).
Lượng tiến dao
Lượng tiến dao là chuyển động tương đối giữa dụng cụ cắt và chi tiết gia công để tạo điều kiện đưa vùng cắt lan ra toàn bề mặt gia công và tạo hình cho chi tiết, chuyển động chạy dao có thể là liên tục hoặc gián đoạn. Lượng tiến dao quan hệ đến năng suất gia công và chất lượng bề mặt gia công.
+ Lượng tiến dao lớn thì năng suất gia công tăng nhưng chất lượng bề mặt kém ( độ nhám tăng)
+ Lượng tiến dao nhỏ thì năng suất gia công giảm nhưng chất lượng bề mặt cao ( độ nhẵn cao)
+ Các bước gia công thô người ta cho lượng tiến dao lớn, khi gia công tinh người ta cho lượng tiến dao nhỏ.
+ Tùy theo vị trí tương quan của bề mặt gia công và dụng cụ mà người ta thực hiện tiến dao theo ba hướng : Tiến dao ngang, tiến dao dọc và tiến dao đứng.
Tùy theo phương pháp gia công và đặc điểm của dụng cụ cắt mà ta có các lượng tiến dao khác nhau:
– Lượng tiến dao phút ( SM,mm/phút): là lượng dịch chuyển tương đối của dụng cụ với chi tiết gia công trong một phút. Lượng chạy dao phút thông thường được dùng ở những máy có chuyển động chính và chuyển động chạy dao độc lập với nhau ( do hai nguồn dẫn động khác nhau). Người ta thường dùng lượng chạy dao phút để tính toán thời gian công nghệ và năng suất.
– Lượng tiến dao vòng ( So, mm/vòng): là lượng dịch chuyển tương đối của dụng cụ với chi tiết gia công sau một vòng quay của chi tiết hoặc dao tùy theo phương pháp gia công. Lượng chạy dao vòng thường gặp ở những máy có chuyển động chính và chuyển động chạy dao có chung nguồn dẫn động, ta thường gặp lượng chạy dao này trên các máy tiện ( nhất là khi tiện ren), máy phay có một động cơ dẫn động, máy khoan đứng, máy khoan cần . Lượng tiến dao vòng quyết định độ nhẳn của bề mặt gia công.
– Lượng tiến dao răng ( Sz, mm/răng): là lượng dịch chuyển tương đối của dụng cụ với chi tiết gia công khi dao quay được một răng, lượng tiến dao răng chỉ có ở phương pháp gia công phay. Lượng tiến dao răng quyết định độ nhẳn bề mặt gia công khi phay bằng mặt bên của dao phay như : phay phẳng bằng dao phay trụ, phay răng , phay bằng dao phay định hình.
– Lượng tiến dao hành trình kép: là lượng dịch chuyển tương đối của dụng cụ với chi tiết gia công khi dao hoặc chi tiết thực hiện được một đường cắt, lượng chạy dao hành trình kép chỉ có ở phương pháp gia công bào và xọc, nó thường được dùng trong các máy bào, xọc, cưa cơ khí. Lượng chạy dao hành trình kép quyết định độ nhẵn của bề mặt gia công bào và xọc.
Tính toán lực cắt và công suất cắt
– Tính toán lực cắt
Việc xác định lực cắt để ta có thể chọn các kích thước và thông số của dụng cụ cắt, chọn chế độ cắt cho phù hợp.
– Tính toán công suất cắt
Công suất cắt được xác định để xác định kích cỡ của thiết bị hoặc để thay đổi các chế độ cắt cho phù hợp với thiết bị hiện có.
Hy vọng với chia sẻ trên các bạn sẽ có thêm thông tin để tìm kiếm sản phẩm mình cần. Để được tư vấn miễn phí các bạn hãy liên hệ ngay với chúng tôi – Nam Dương Tool rất hân hạnh được phục vụ các bạn.





