PHAY TRÊN MÁY TIỆN (TURN MILLING)
Phay trên máy tiện (turn milling) là gì?
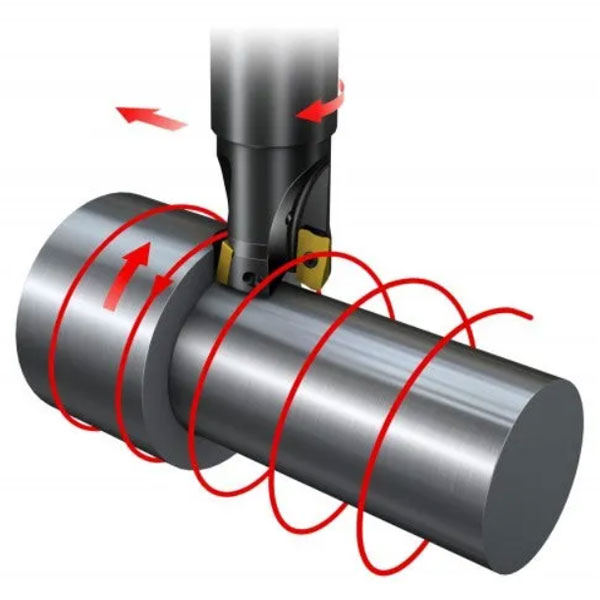
Phay trên máy tiện được định nghĩa là phay bề mặt cong trong khi phôi xoay xung quanh tâm của nó.
Các hình dạng hoặc hình thể lệch tâm khác biệt đáng kể so với các hình dạng hoặc hình thể mà được tạo ra bởi nguyên công phay hoặc tiện thông thường thường, có thể được phay tiện. Phương pháp này cho phép loại bỏ kim loại cao với khả năng kiểm soát phoi tuyệt vời.
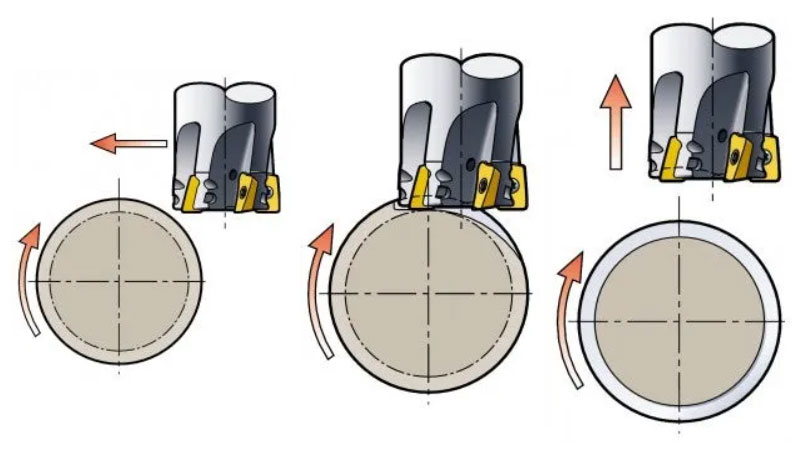
– Một bề mặt hình trụ chỉ có thể được tạo ra khi đưa dao phay theo hướng xuyên tâm trong quá trình chi tiết quay.
– Bằng cách đồng thời di chuyển dao phay theo hai hướng, có thể tạo ra các bề mặt lệch tâm, ví dụ như cam trên trục.
– Di chuyển dọc theo hơn 2 trục yêu cầu một dụng cụ có khả năng gia công nghiêng.
– Để gia công hình nón, cần có máy 5 trục.
– Phay tiện các biên dạng phức tạp, ví dụ như cánh tuabin, yêu cầu chuyển động đồng thời dọc theo 5 (hoặc 4) trục: 2 hoặc 3 trục cho phôi và 1 hoặc 2 cho dụng cụ.
– Có thể sản xuất các bộ phận như cánh tuabin bằng cách đưa dao phay dọc theo hơn 2 trục, đồng thời quay chi tiết đó.
Lựa chọn chương trình phay trên máy tiện:
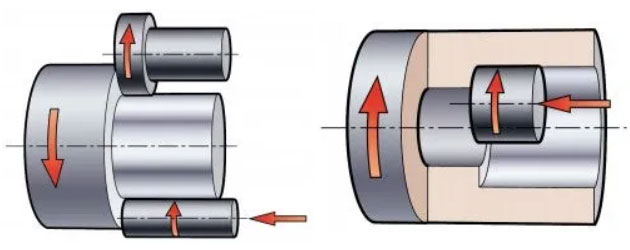
Phay tiện mặt đầu – 4/5 trục:
Đây là phương pháp chính để gia công mặt ngoài.
+ Chiều dài mở rộng dụng cụ ngắn.
+ Đường kính dụng cụ nhỏ hơn/mô-men xoắn thấp.
+ Phù hợp gia công chi tiết bên ngoài/thanh mảnh.
+ Cho gia công biên dạng.
– Không cho bề mặt trụ tự nhiên.
– Không gia công được lỗ trong.
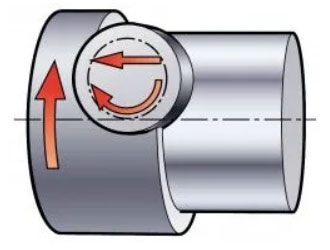
Phay tiện theo chu vi mặt trụ – trục 3/4:
Nguyên tắc phay tương tự như đối với phay tròn lỗ (trong/ngoài), nhưng khi phay lần lượt, cả phôi và dao cắt đều quay.
Phương pháp phay tiện chu vi được sử dụng chủ yếu cho các lỗ bên trong:
+ Gia công lỗ bên trong.
+ Bề mặt trụ.
+ Rãnh hẹp.
+ Phay ren.
+ Phay tròn.
– Không phay được biên dạng.
– Đường kính lớn hơn/mô-men xoắn cao.
– Phần nhô ra của dao phay dài.
Cách áp dụng phay trên máy tiện khi gia công:
Vị trí dao phay với chíp phay/Wiper hình chữ nhật:
Vị trí dao phay:
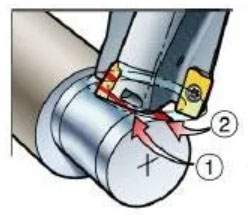
Chiều rộng cắt
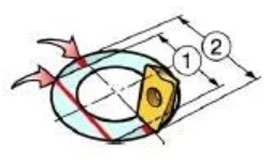
1 = Lần cắt đầu tiên
2 = Lần cắt thứ hai
Trong nguyên công phay tiện mặt, một chíp dao Wiper được sử dụng để tạo tiếp xúc đường thẳng giữa dao phay và bề mặt gia công nhằm tạo ra phần hình trụ của chi tiết.
Do bề mặt phay lồi lõm nên đầu gạt Wiper cần phải bằng phẳng thay vì ngọn chóp. Để bao phủ toàn bộ chiều rộng của dao phay, dao cần được đặt với ít nhất hai lần dịch chuyển, đầu tiên là Ew1 trong vòng quay đầu tiên của phôi gia công và sau đó di chuyển đến Ew2 cho lần cắt thứ hai.
Vị trí dao phay với chíp phay tròn/không Wiper:
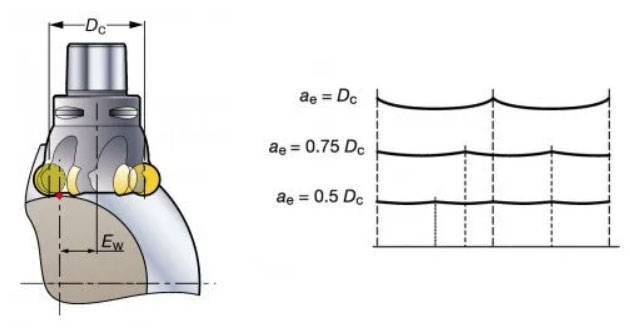
Để tạo ra bề mặt phẳng nhất có thể trong các nguyên công phay tiện, dao có đường kính nhỏ với chiều rộng vết cắt ae nhỏ hơn 40% đường kính dao hiệu dụng Dc là tối ưu.
Tuy nhiên, ae cần phải được tăng lên để có được năng suất tốt nhất. Điều này có thể được thực hiện bằng cách tăng:
– Đường kính dao phay.
– Tỷ lệ ăn dao xuyên tâm – ae/Dc.
Để đạt được chiều cao đỉnh có thể chấp nhận được, dao phay cần được dịch chuyển từ tâm. Lượng dịch chuyển phụ thuộc vào ae và được lấy từ sơ đồ cho ae/Dc tương ứng.
Khoảng dịch chuyển và chiều rộng cắt khi gia công phay trên máy tiện:
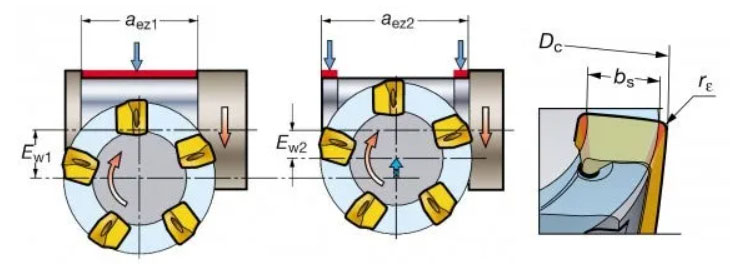
Chiều rộng Wiper
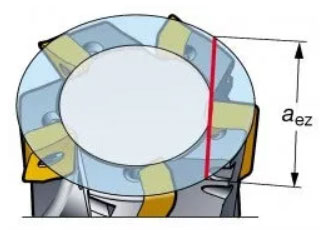
Chiều rộng cắt
Khi phay một bề mặt rộng hơn đường kính dao phay, cần phải giữ nguyên vị trí ban đầu và sau đó di chuyển dao phay theo hướng trục đến chiều dài yêu cầu. Tuy nhiên, không quá 80% chiều rộng aez1 trên mỗi vòng quay. Nếu cần phay đạt vai góc 90°, dao phay phải di chuyển đến vị trí thứ hai Ew2.
Nguyên tắc bước tiến ngang khi phay trên máy tiện:
Trong quá trình phay lần lượt, dụng cụ phay phải được đưa vào phôi theo hướng xuyên tâm. Tốc độ quay của phôi gia công phải tương ứng với bước tiến/răng khuyến nghị cho chíp phay. Dao phay nên được đưa ra theo chiều dọc.
—————–
Công ty TNHH dụng cụ cắt Nam Dương là nhà cung cấp hàng đầu về dụng cụ cắt kim loại và các đồ gá gá kẹp trên máy gia công cơ khí. Hãy liên hệ với chúng tôi để có tư vấn và báo giá tốt nhất về các sản phẩm bạn cần!





