THIẾT LẬP (SETUP) DAO TIỆN REN

Việc thiết lập dao tiện ren có ảnh hưởng lớn đến chất lượng ren và hiệu quả của ren. Nguyên tắc số một là sử dụng chiều dài phần nhô ra càng ngắn càng tốt.
Thiết lập cán dao tiên ren lộn ngược để tiện ren ngoài
Trong nhiều nguyên công, sẽ rất hữu ích khi sử dụng cán dao tiện ren ở vị trí lộn ngược (cán dao đầu gục xuống) để giúp loại bỏ phoi hiệu quả hơn. Cán dao tiện ren đầu gục xuống được phát triển đặc biệt để tiện ren lộn ngược và cho phép duy trì chiều cao tâm chính xác mà không phải thay đổi bộ phận gá kẹp cán dao tiện trong đài dao hoặc sử dụng trục Y.
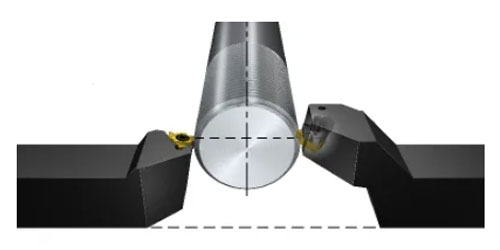
Cán dao tiện ren thông thường Cán dao tiện ren đầu gục xuống
Thiết lập cán dao tiện ren trong:
Vì lực hướng tâm cao hơn nhiều so với lực dọc trục khi tiện ren, nên chiều dài phần nhô ra cán dao tiện ren thường cần phải ngắn hơn so với khi tiện thông thường.
Đối với các nguyên công tiện ren trong, điều này thậm chí còn quan trọng hơn cần xem xét vì phần nhô ra thường dài hơn. Và đặc biệt đối với tiện ren trong, vì lực hướng tâm cao hơn làm tăng nguy cơ dụng cụ bị cong ra ngoài và rung động.
Việc lựa chọn cán dao tiện ren trong có ảnh hưởng lớn đến hiệu quả của ren trong. Có bốn loại chính có thể được sử dụng, tùy thuộc vào chiều dài phần nhô ra và mức độ ổn định cần thiết.
Cán dao tiện ren bằng thép:
– Chiều dài phần nhô ra tối đa bằng 2–3 × đường kính cán dao.
– Đường kính cán dao 10–40 mm (0,4–1,5 inch).
Cán dao tiện ren bằng hợp kim (Carbide):
– Chiều dài phần nhô ra tối đa bằng 5 × đường kính cán dao.
– Đường kính cán dao 16 mm (0,63 inch).
Cán dao tiện ren giảm chấn bằng thép (Silent Tools™)
– Được sử dụng cùng với đầu lắp chíp tiện ren chuyên dụng.
– Phần nhô ra tối đa 5 × đường kính cán dao.
– Đường kính cán dao 40, 50, 60 mm (1,5, 2,0 và 2,4 inch).
– Cũng có thể được sử dụng cho các hoạt động tiện rãnh và cắt đứt.
Cán dao tiện ren giảm chấn bằng hợp kim (Carbide):
– Được sử dụng cùng với đầu lắp chíp tiện ren chuyên dụng.
– Phần nhô ra tối đa 5 × đường kính cán dao.
– Đường kính cán dao 16, 20 và 25 mm (0,63, 0,75 và 1,0 inch).
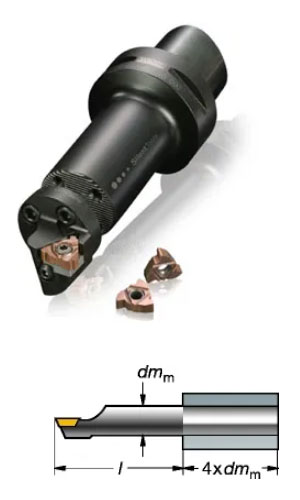
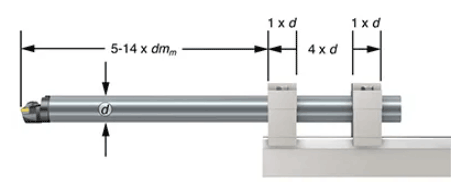
Độ võng của cán dao tiện trong bị ảnh hưởng bởi vật liệu của cán dao, đường kính (dmm), chiều dài phần nhô ra và lực cắt. Chiều dài kẹp được khuyến nghị của cán dao tiện lỗ có ống lót là 4 lần đường kính cán dao.
Bảo dưỡng dao tiện ren
Tạo thói quen bảo trì dụng cụ tại xưởng làm việc sẽ ngăn ngừa sự cố và tiết kiệm tiền.
Kiểm tra vị trí lắp chíp tiện ren
Điều quan trọng là phải đảm bảo rằng vị trí lắp chíp tiện không bị hỏng trong quá trình gia công hoặc lắp đặt. Đảm bảo chắc chắn vị trí lắp chíp tiện không có bụi hoặc vụn kim loại được tạo ra khi gia công. Nếu cần, bạn nên làm sạch vị trí lắp chíp tiện bằng khí nén.

Chìa vặn lực vít kẹp chíp tiện
Để vít kẹp cán dao tiện đạt hiệu quả tốt nhất, nên sử dụng chìa vặn lực để siết chặt chíp tiện một cách chính xác. Sử dụng mô-men xoắn được khuyến nghị cho từng cán dao tiện.
– Mô-men xoắn quá cao sẽ ảnh hưởng tiêu cực đến hiệu suất của dụng cụ và có thể gây gãy chíp tiện và vít kẹp.
– Mô-men xoắn quá thấp sẽ gây ra dịch chuyển và rung động của chíp tiện, đồng thời làm giảm kết quả cắt.
Vít kẹp chíp tiện
Tra đủ chất bôi trơn trục vít để ngăn vít bị kẹt. Chất bôi trơn nên được bôi vào ren vít cũng như mặt đầu vít. Thay thế các vít bị mòn hoặc hư hỏng.

Thiết lập phần nhô ra cán dao tiện ren
Để thiết lập cán dao tiện ren tối ưu, hãy sử dụng cán dao có phần nhô ra càng ngắn càng tốt để tránh rung. Chúng tôi khuyên bạn nên sử dụng trục chính phụ hoặc ụ sau để hỗ trợ, nếu có.
Phần nhô ra dài là phổ biến nhất đối với tiện ren trong. Khi gia công với phần nhô ra dài, điều đặc biệt quan trọng là phải lắp cán dao chính xác để đảm bảo tiếp xúc kẹp đủ. Chiều dài kẹp khuyến nghị là 2,5–5 × đường kính cán dao (D), tùy thuộc vào thiết kế cán dao tiện ren trong. Điều này sẽ dẫn đến một thiết lập dao tiện ổn định.
Để cán dao tiện hoạt động tốt nhất, tiếp xúc, thiết kế và dung sai kích thước giữa cán dao và giá đỡ cán dao là những yếu tố quan trọng. Độ ổn định tốt nhất đạt được là với giá đỡ bao bọc hoàn toàn cán dao. Không nên sử dụng giá đỡ cán dao chữ V và giá đỡ hình trụ có vít.
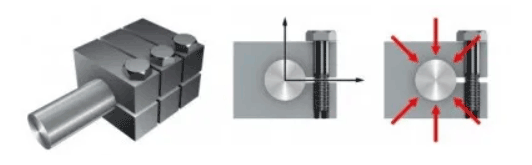
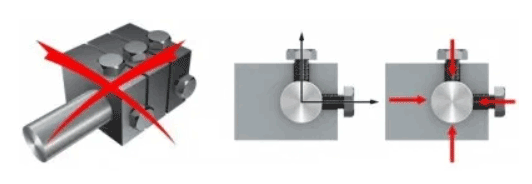
Giá đỡ hình trụ có vít
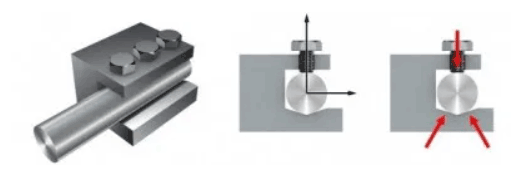
Các cán dao móc lỗ hình trụ và ống nối có thể được kẹp trong các ống lót có rãnh. Cán dao tiện lỗ lớn và ống nối có thể được kẹp bằng cách sử dụng hai nắp ổ trục tách rời.
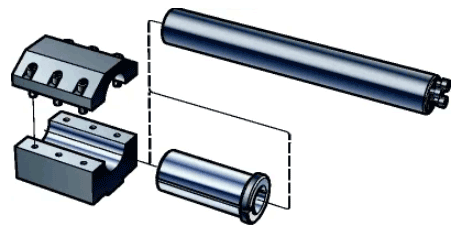
Cán dao được kẹp có ống nối
Cán dao được cố định trong hai trụ ổ trục
—————–
Công ty TNHH dụng cụ cắt Nam Dương là nhà cung cấp hàng đầu về dụng cụ cắt kim loại và các đồ gá gá kẹp trên máy gia công cơ khí. Hãy liên hệ với chúng tôi để có tư vấn và báo giá tốt nhất về các sản phẩm bạn cần!





