TIÊU CHUẨN REN VÀ DUNG SAI LỖ TARO
Tiêu chuẩn ren:
Dụng cụ ta rô được sản xuất theo năm tiêu chuẩn khác nhau: ISO, ANSI, DIN, DIN/ANSI và JIS. DIN và ISO phổ biến trên toàn thế giới, ANSI phổ biến nhất ở thị trường Mỹ và JIS phổ biến nhất ở thị trường châu Á.
– Tiêu chuẩn ISO, ANSI và JIS có OAL (chiều dài tổng thể) khá ngắn và khá giống nhau, ngoại trừ đường kính cán là hệ Anh đối với ANSI và hệ mét đối với ISO và JIS.
– Tiêu chuẩn DIN là phiên bản dài với đường kính trục theo hệ mét và OAL dài.
– Tiêu chuẩn DIN/ANSI là sự kết hợp của cả hai, với đường kính cán ANSI và OAL từ DIN.

Tiêu chuẩn ISO, ANSI, JIS

Tiêu chuẩn DIN, DIN/ANSI
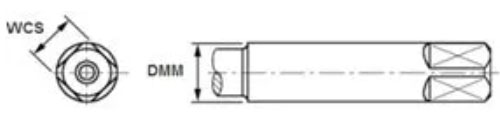
Kích thước hình vuông và đường kính chuôi mũi taro theo tiêu chuẩn ISO:
| Đường kính chuôi mũi taro
(DMM),mm |
Kích thước vuông chuôi taro
(WSC), mm |
ISO 529
Hệ mét |
ISO 529
UNC/UNF BSW/BSF |
ISO2283
Hệ mét |
ISO2284 G | ISO2284 Rc |
| 2.50 | 2.00 | M1 M1.2 M1.4 M1.6 M1.8 M2 |
No. 0
No. 1 |
|||
| 2.80 | 2.24 | M2.2 M2.5 |
No. 2 No. 3 |
|||
| 3.15 | 2.50 | M3 | No. 4 No. 5 |
M3 | ||
| 3.55 | 2.80 | M3.5 | No. 6 | M3.5 M4 |
||
| 4.00 | 3.15 | M4 | M5 | |||
| 4.50 | 3.55 | M4.5 | No. 8 | M6 | ||
| 5.00 | 4.00 | M5 | No. 10 3/16 | |||
| 5.60 | 4.50 | M5.5 | No. 12 7/32 | M7 | ||
| 6.30 | 5.0 | M6 | 1/4 | M8 | ||
| 7.10 | 5.60 | M7 | 9/32 | |||
| 8.00 | 6.30 | M8 | 5/16 | M10 | G1/8 | Rc 1/8 |
| 9.00 | 7.10 | M9 | M12 | |||
| 10.00 | 8.00 | M10 | 3/8 | G1/4 | Rc1/4 | |
| 8.00 | 6.30 | M11 | 7/16 | |||
| 9.00 | 7.10 | M12 | 1/2 | |||
| 11.20 | 9.00 | M14 | 9/16 | M14 | ||
| 12.50 | 10.00 | M16 | 5/8 | M16 | G3/8 | Rc3/8 |
| 14.00 | 11.20 | M18 M20 |
11/16 3/4 |
M18 M20 |
||
| 16.00 | 12.50 | M22 | 7/8 | M22 | ||
| 8.00 | 14.00 | M24 | 1” | M24 | G5/8 | Rc5/8 |
| 20.00 | 16.00 | M27 M30 |
1 1/8 | M27 M30 |
G3/4 | Rc3/4 |
| 22.40 | 18.00 | M33 | 1 1/4 | G7/8 | Rc7/8 | |
| 25.00 | 20.00 | M36 | 1 3/8 | G1” | Rc1” | |
| 28.00 | 22.40 | M39 M42 |
1 1/2 |
Kích thước hình vuông và đường kính chuôi mũi taro theo tiêu chuẩn DIN:
| Đường kính chuôi mũi taro
(DMM),mm |
Kích thước vuông chuôi taro
(WSC), mm |
DIN 352 | DIN 371 | DIN 376 | DIN 374 | DIN 2182 | DIN 2183 | DIN 353 |
| 2.5 | 2.1 | M1 M1.1 M1.2 M1.4 M1.6 M1.8 |
M1 M1.1 M1.1 M1.1 M1.6 M1.8 |
M3.5 | M3.5 | 1/16 | ||
| 2.8 | 2.1 | M2 M2.2 M2.5 |
M2 M2.2 M2.5 |
M4 | M4 | 3/32 | 5/32 | |
| 3.20 | 2.4 | 3/16 | ||||||
| 3.50 | 2.70 | M3 | M3 | M5 | M5 | |||
| 4.00 | 3.00 | M3.5 | M3.5 | 1/8 | ||||
| 4.50 | 3.40 | M4 | M4 | M6 | M5.5 | 5/32 | 1/4 | |
| 6.00 | 4.90 | M5 M6 M8 |
M5 M6 | M8 | M8 | 3/16 | 5/16 | |
| 7.00 | 5.50 | M10 | M10 | M9 M10 |
1/4 | 3/8 | ||
| 8.00 | 6.20 | M8 | 5/16 | 7/16 | ||||
| 9.00 | 7.00 | M12 | M12 | M12 | 3/8 | 1/2 | ||
| 10.00 | 8.00 | M10 | ||||||
| 11.00 | 9.00 | M14 | M14 | M14 | 9/16 | |||
| 12.00 | 9.00 | M16 | M16 | M16 | 5/8 | |||
| 14.00 | 11.00 | M18 | M18 | M18 | 3/4 | |||
| 16.00 | 12.00 | M20 | M20 | M20 | ||||
| 18.00 | 14.50 | M22 M24 | M22 M24 | M22 M24 | 7/8 | |||
| 20.00 | 16.00 | M27 | M27 | M27 M28 |
1” | |||
| 22.00 | 18.00 | M30 | M30 | M30 | 1 1/8 | |||
| 25.00 | 20.00 | M33 | M33 | M33 | 1 1/4 | |||
| 28.00 | 22.00 | M36 | M36 | M36 | 1 3/8 | |||
| 32.00 | 24.00 | M39 M42 |
M39 M42 |
M39 M42 | 1 1/2 1 5/8 |
|||
| 36.00 | 29.00 | M45 M48 |
M45 M48 |
M45 M48 | 1 3/4 1 7/8 |
|||
| 40.00 | 32.00 | M52 | M52 | 2 | G 1 3/4 | |||
| 45.00 | 35.00 | G 2” | ||||||
| 50.00 | 39.00 | G 2 1/4 G 2 1/2 G 2 3/4 G 3” |
Kích thước hình vuông và đường kính chuôi mũi taro theo tiêu chuẩn ANSI:
| Đường kính chuôi mũi taro
(DMM), Inch |
Kích thước vuông chuôi taro
(WSC), Inch |
Cỡ vít máy
ASME B94.9 |
Kích thước Inch
ASME B94.9 |
Kích thước hệ mét
ASME B94.9 |
| 0.141 | 0.11 | No. 0 No. 1 No. 2 No. 3 No. 4 No. 5 No. 6 |
M1.6 M1.8 M2 M2.5M3 M3.5 |
|
| 0.168 | 0.131 | No. 8 | M4 | |
| 0.194 | 0.152 | No. 10 | M5 | |
| 0.220 | 0.165 | No. 12 | ||
| 0.255 | 0.191 | 1/4 | M6 | |
| 0.318 | 0.238 | 5/16 | M7 | |
| M8 | ||||
| 0.381 | 0.286 | 3/8 | M10 | |
| 0.323 | 0.242 | 7/16 | ||
| 0.367 | 0.275 | 1/2 | M12 | |
| 0.429 | 0.322 | 9/16 | M14 | |
| 0.480 | 0.360 | 5/8 | M16 | |
| 0.542 | 0.406 | 11/16 | M18 | |
| 0.590 | 0.442 | 3/4 | ||
| 0.652 | 0.489 | 13/16 | M20 | |
| 0.697 | 0.523 | 7/8 | M22 | |
| 0.760 | 0.570 | 15/16 | M24 | |
| 0.800 | 0.600 | 1 | M25 | |
| 0.896 | 0.672 | 1 1/16 1 1/8 |
M27 | |
| 1.021 | 0.766 | 1 3/16 1 1/4 |
M30 | |
| 1.108 | 0.831 | 1 5/16 1 3/8 |
M33 | |
| 1.233 | 0.925 | 1 7/16 1 1/2 |
M36 | |
| 1.305 | 0.979 | 1 5/8 | M39 | |
| 1.430 | 1.072 | 1 3/4 | M42 | |
| 1.519 | 1.139 | 1 7/8 | ||
| 1.644 | 1.233 | 2 | M48 |
Kích thước hình vuông và đường kính chuôi mũi taro theo tiêu chuẩn JIS:
| Đường kính chuôi mũi taro
(DMM),mm |
Kích thước vuông chuôi taro
(WSC), mm |
Kí hiệu ren |
| 3 | 2.5 | M1.4 |
| 3 | 2.5 | M1.7 |
| 3 | 2.5 | M2 |
| 3 | 2.5 | M2.3 |
| 3 | 2.5 | M2.5 |
| 3 | 2.5 | M2.6 |
| 4 | 3.2 | M3 |
| 5 | 4 | M4 |
| 5.5 | 4.5 | M5 |
| 6 | 4.5 | M6 |
| 6.2 | 5 | M8 |
| 7 | 5.5 | M10 |
| 8.5 | 6.5 | M12 |
| 10.5 | 8 | M14 |
| 12.5 | 10 | M16 |
| 14 | 11 | M18 |
| 15 | 12 | M20 |
| 17 | 13 | M22 |
| 19 | 15 | M24 |
Dung sai lỗ taro:
| Dung sai taro | ||||
| ISO | DIN | ANSIBS | Dung sai lỗ ren (đai ốc) | Ứng dụng |
| ISO 1 | 4 H | 3 B | 4 H 5 H | Vừa khít không có dung sai |
| ISO 2 | 6H | 2B | 4 G 5 G 6 H | Bình thường |
| ISO 3 | 6 G | 1B | 6 G 7 H 8 H | Phù hợp với dung sai lớn |
| – | 7 G | – | 7 G 8 G | Dáng rộng cho bước sau xử lý nhiệt hoặc phủ. |
Dung sai taro so với dung sai ren trong (đai ốc)
Dung sai tarô thông thường là ISO 2 (6H), tạo ra sự ăn khớp chất lượng trung bình giữa vít và đai ốc. Dung sai thấp hơn (ISO 1 – 4H) tạo ra sự ăn khớp tốt mà không có khe hở trên các mặt giữa vít và đai ốc. Dung sai cao hơn (ISO 3 – 6G) tạo ra độ khít thô với khe hở lớn. Điều này được sử dụng nếu đai ốc được phủ, hoặc nếu ưu tiên lắp lỏng. Giữa dung sai 6H (ISO 2) và 6G (ISO 3) và giữa 6G và 7G, cũng có các taro có dung sai 6HX và 6GX. “X” có nghĩa là dung sai nằm ngoài tiêu chuẩn và được sử dụng cho taro làm việc với vật liệu có độ bền cao hoặc mài mòn như gang. Những vật liệu này không gây ra các vấn đề về kích thước quá khổ, vì vậy dung sai cao hơn có thể được sử dụng để tăng tuổi thọ của dụng cụ. Chiều rộng dung sai bằng nhau giữa 6H và 6HX. Mũi taro nén thường được sản xuất với dung sai 6HX hoặc 6GX.
Ren ống đề cập đến các tiêu chuẩn sau:
– G theo tiêu chuẩn ISO 228-1. Một lớp cho ren lỗ (taro).
– Ren Rc và Rp theo tiêu chuẩn ISO 7-1.
– NPT và NPSM đến ANSI B1.20.1.
– NPTF và NPSF đến ANSI B1.20.3.
Xác định dung sai mũi taro
Chiều rộng dung sai trên tarô được thiết kế cho một dung sai cụ thể nhỏ hơn nhiều so với chiều rộng dung sai trên ren chi tiết. Dung sai mũi ren được định vị sao cho mũi ren cắt ren chính xác ngay từ đầu. Khi taro được sử dụng, nó sẽ mòn dần và cuối cùng sẽ quá nhỏ để cắt ren chính xác, trở nên nhỏ hơn dung sai thấp hơn của thước đo GO. Tình huống tối ưu sẽ là định vị dung sai mũi ren ở phần trên của vùng ren trong cao hơn giới hạn trên của thước đo NO-GO, nhưng khi đó sẽ có rủi ro là mũi ren sẽ cắt một ren quá khổ. Các taro có dung sai “X”, được sử dụng cho các vật liệu không gây ra vấn đề quá khổ, được đặt ở vị trí cao hơn. Kết quả là tuổi thọ của dụng cụ dài hơn vì có thể xảy ra mài mòn nhiều hơn trước khi mũi taro cắt một ren quá nhỏ.
Dung sai mũi taro theo hệ DIN:
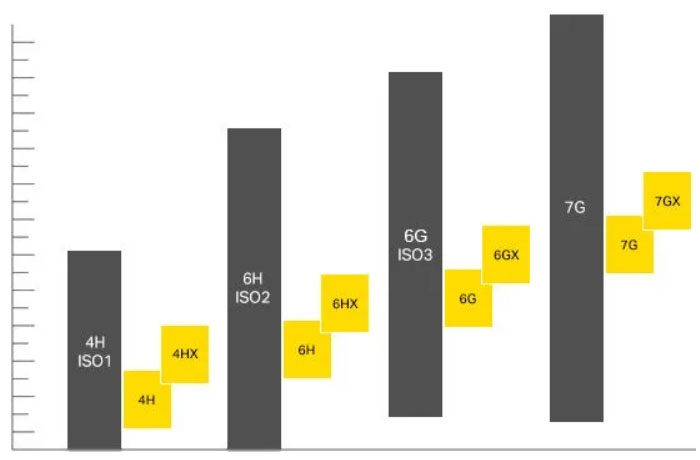
 |
Vùng dung sai ren
Vùng dung sai taro |
Dung sai mũi taro theo hệ ANSI
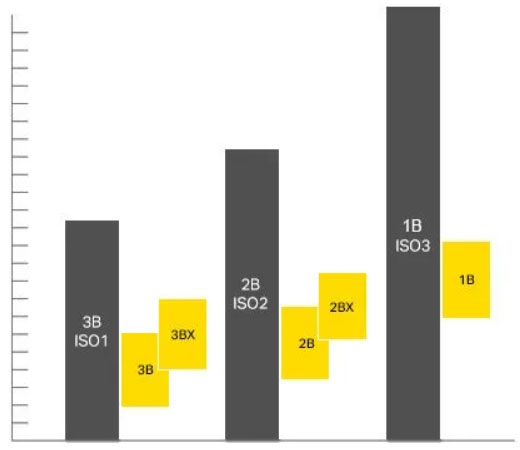
|
Vùng dung sai ren
Vùng dung sai taro |
—————–
Công ty TNHH dụng cụ cắt Nam Dương là nhà cung cấp hàng đầu về dụng cụ cắt kim loại và các đồ gá gá kẹp trên máy gia công cơ khí. Hãy liên hệ với chúng tôi để có tư vấn và báo giá tốt nhất về các sản phẩm bạn cần!





