
Để lựa chọn dao phay hợp lý cho công việc gia công cắt gọt bạn nên nắm rõ những thông số chế độ cắt dưới đây:
Chiều sâu cắt
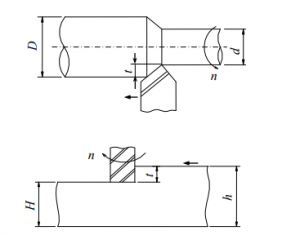
Chiều sâu cắt t (mm): là khoảng cách giữa bề mặt đã gia công và bề mặt chưa gia công đo theo phương tiến dao.
– Khi tiện: t = (D – d )/2 [mm]
– Khi phay:
t = H – h [mm]
Khi t càng lớn, năng suất cắt tăng lên nhưng tăng quá trình mài mòn dao làm tăng độ nhấp nhô bề mặt. Chỉ tiến hành gia công với chiều sâu cắt lớn khi gia công thô.
Lượng chạy dao
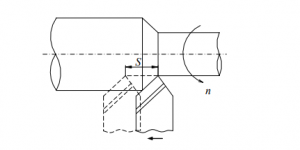
Lượng chạy dao S (mm/vòng): là khoảng cách giữa hai vị trí của một điểm trên lưỡi cắt chính sau một vòng quay của trục chính.
Tính chọn S theo các bước:
– Tính S theo sức bền thân dao: S1
– Tính S theo sức bền cơ cấu chạy dao: S2
– Tính S theo độ cứng vững chi tiết gia công: S3
Sau khi tính S1, S2, S3 ta chọn giá trị nhỏ nhất của lượng chạy dao là St= Smin, Chọn Sm < St , trong đó Sm là lượng chạy dao của máy.
>>> Xem Thêm Mua Dao Phay.
Tốc độ cắt
Tốc độ cắt v (m / ph): là quãng đường mà một điểm của dao trên lưỡi cắt chính dịch chuyển được trong một đơn vị thời gian tính tương đối so với phôi. Tốc độ cắt là một yếu tố quyết định đén lực, nhiệt cắt, công suất, năng suất, chất lượng bề mặt gia công
v = (π.D.n )/1000 [m/ph]
Khi tiện:
– D: là đường kính phôi tại điểm đang xét [mm].
– n: là số vòng quay trục chính (vòng quay của phôi) [v/ ph].
Từ S , tính Vcắt , tính số vòng quay trục chính nt = (1000.v )/(π.D) . Chọn vòng quay thực trên máy thường nm1 < nt < nm2, nếu nt nm1 thì ta chọn n = nm1.
Nếu nt nm2, thì ta chọn n = nm2 nhưng giảm đi một cấp của lượng chạy dao đến S’ m và so sánh tích số S’ m.nm2 và Sm.nm1. Nếu tích nào lớn hơn thì lựa chọn số vòng quay và lượng chạy dao đó để đảm bảo thời gian gia công cơ bản nhỏ nhất.
Mọi thông tin chi tiết về sản phẩm hoặc báo giá, các bạn hãy liên hệ số hotline: 0911 066 515
Hoặc tới địa chỉ của Nam Dương Tool: Số 12 ngõ 22 Phạm Thận Duật, Mai Dịch, Cầu Giấy, Hà Nội.
Để được tư vấn hỗ trợ và báo giá tốt nhất
Cảm ơn các bạn đã đọc bài viết của chúng tôi, mong bài viết sẽ giúp ích được cho các bạn trong quá trình học tập và làm việc!
——————————-





