Công dụng mũi taro thẳng:
– Mũi taro thẳng sử dụng để tạo ren lỗ có kích thước vừa vào nhỏ. Thường chỉ sử dụng cho taro ren lỗ thông.
– Thường sử dụng mũi ta rô máy rãnh thẳng cho các ren từ: M2, M3, M4, M5, M6, M8, M10, M12, M14, M16, M20. Hoặc các lỗ ren hệ Inch có kích thước tương đương.
Thông số mũi taro thẳng:
– Mũi taro thẳng chia làm 2 phần:
+. Phần lưỡi cắt ở dạng rãnh thẳng. Có các lưỡi cắt ren, các lưỡi cắt cách nhau bằng bước ren nó gia công. Với mỗi tiêu chuẩn, mỗi kích thước ren thì nó sẽ quy định kích thước ren mà nó tạo ra theo tiêu chuẩn ấy (JIS, DIN, ISO,…).
+. Phần chuôi ta rô: Có 2 kích thước bạn phải quan tâm, đó là đường kính cổ chuôi ta rô (trên hình ảnh là kích thước D) và kích thước vuông cuối chuôi ta rô (trên hình ảnh là kích thước S). Chúng ta bạn phải kiểm tra chính xác 2 kích thước D, S này để lắp vào collet bầu kẹp ta rô. Phần chuôi này cũng được tra theo từng tiêu chuẩn khác nhau (JIS, DIN, ISO,…).
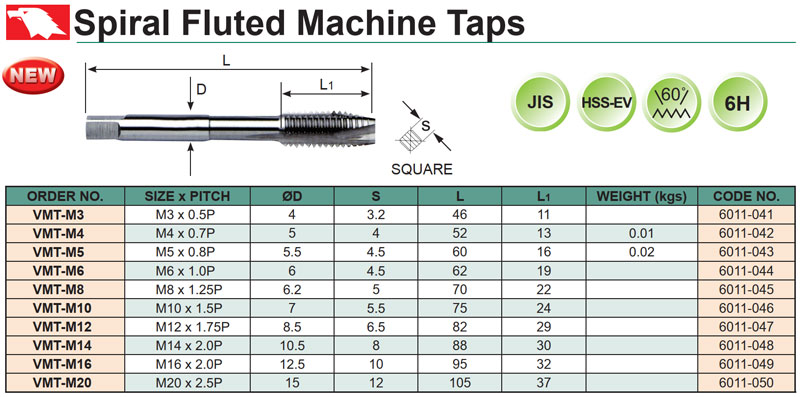
– Trên hình ảnh trên: cột thứ nhất là model sản phẩm phẩm (ORDER NO.); cột thứ 2 là kí hiệu ren và bước ren (SIZZ x PITCH); cột thứ 3 là đường kính chuôi (øD); cột thứ 4 là kích thước vuông chuôi ta rô (S); cột thứ 5 là chiều dài toàn bộ ta rô (L); cột thứ 6 là chiều dài lưỡi cắt ta rô (L1), nó cho biết chiều sâu lớn nhất lỗ ren ta rô được; cột thứ 7 là trọng lượng mũi ta rô.
– Khi chọn mũi ta rô tay thường bạn chỉ cần lưu ý kích thước ren nó ta rô được: Đường kính đỉnh ren và bước ren.
Cách sử dụng mũi taro thẳng:
– Mũi taro thẳng thường sử dụng taro lỗ thông (lỗ thủng) trên máy phay, máy khoan,…
– Mũi taro máy được lắp vào collet taro đúng theo kích thước D và S như trên.

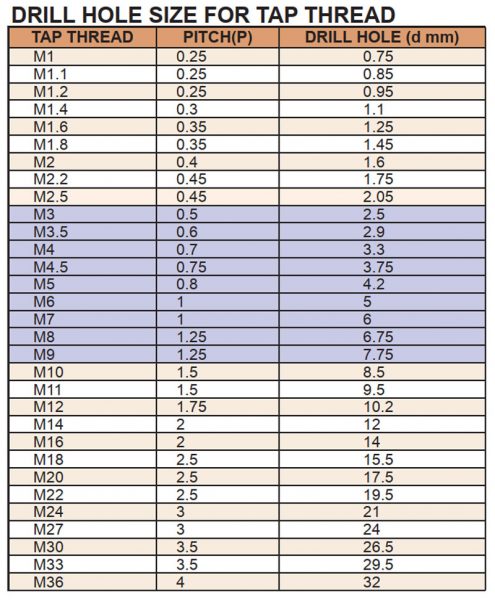
– Với mỗi 1 lỗ trước khi ta rô chúng ta phải gia công lỗ đạt một kích thước đường kính lỗ nhất định. Bạn tham khảo đường kính lỗ đạt được trước khi ta rô theo hình sau:
– Hãy liên hệ với Công ty Nam Dương chúng tôi để được tư vấn tốt nhất về sản phẩm và giá cả:
Công ty TNHH dụng cụ cắt Nam Dương
- Địa chỉ: Số 12 ngõ 22 đường Phạm Thận Duật, phường Mai Dịch, quận Cầu Giấy, TP Hà Nội.
- Tel.: 024-6680 1743
- Email: [email protected]
- Hotline: 0911 066 515