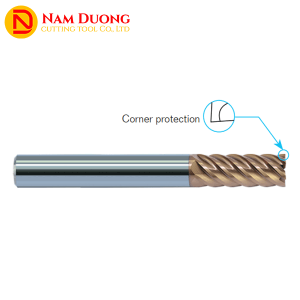
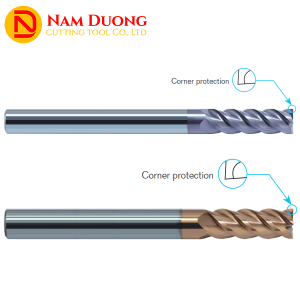
CÔNG DỤNG DAO PHAY BO GÓC 4 ME HỢP KIM:
– Dao phay bo góc 4 me hợp kim được dùng phay bo góc có bán kính trong phay vai; phay rãnh và phay biên dạng cong.
– Dao phay bo góc 4 me hợp kim gia công được các vật liệu thép, gang, inox.
THÔNG SỐ DAO PHAY BO GÓC 4 ME HỢP KIM:
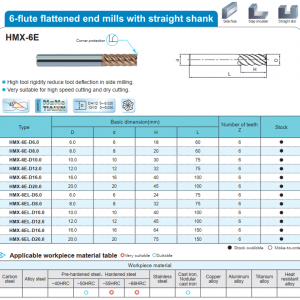
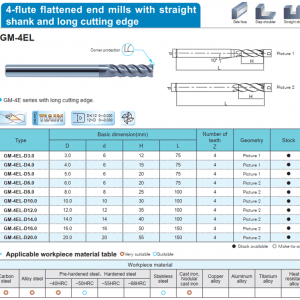
– Đường kính dao phay bo góc 4 me hợp kim từ 3 ~ 12mm; bán kính bo góc từ r0.2 ~ r3.0mm.
Bạn có thể tra các kích thước, thông số của các dao phay bo gốc 4 me hợp kim theo các bảng bên dưới:
Trong đó:
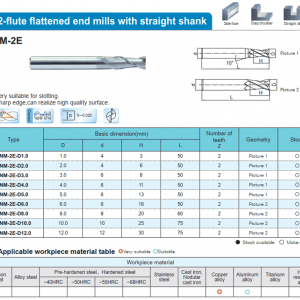
+. Type: Kí hiệu model dao phay.
+. D: đường kính dao phay.
+. d: đường kính chuôi dao phay.
+. H: chiều dài lưỡi cắt.
+. L: chiều dài toàn bộ dao phay.
+. z: số lưỡi cắt.

– Dao phay bo góc 4 me hợp kim HMX-4R được sử dụng phay cho thép các bon, thép hợp kim, thép có độ cứng đến 68HRC, gang và inox: S45C, FC, FCD, SCM, S50C, SKS,…
– Nếu bạn cần dao phay 4 me thì tham khảo sản phẩm dao phay ngón 4 me hợp kim.
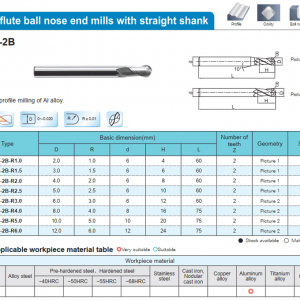
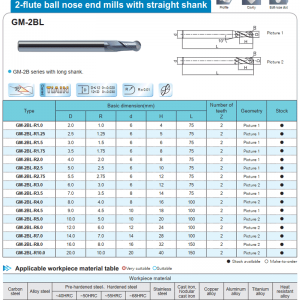
– Nếu bạn cần dao phay 2 me thì tham khảo sản phẩm dao phay ngón 2 me hợp kim.
CHẾ ĐỘ CẮT DAO PHAY BO GÓC 4 ME HỢP KIM:
– Với mỗi loại dao phay chính hãng, chúng ta nên sử dụng đúng chế độ cắt khuyến cáo của nhà sản xuất như bên dưới để tối ưu tốt nhất về chất lượng gia công cũng như tuổi bền của dụng cụ cắt.
– Theo khuyến cáo của nhà sản xuất ZCC.CT, tùy vào vật liệu và độ cứng của vật liệu được gia công, thì chúng ta tra theo bảng sau:

– Trong đó:
+. Workpiece material: vật liệu gia công.
+. Cast iron, Nodular cast iron: gang, gang đúc.
+. Carbon steel, Alloy steel ~750N/mm²: thép các bon, thép hợp kim có độ bền ~750N/mm².
+. Carbon steel, Alloy steel ~30HRC: thép các bon, thép hợp kim có độ bền ~30HRC.
+. Pre-hardened steel, quenched and tempered steel ~40HRC: thép tôi cứng, thép tôi và nhiệt luyện có độ cứng ~40HRC.
+. Stainless steel: inox
+. Pre-hardened steel, Hardened steel 40~50HRC: thép tôi cứng, thép nhiệt luyện có độ cứng 40~50HRC.
+. Hardened steel 50~60HRC: thép nhiệt luyện có độ cứng 50~60HRC.
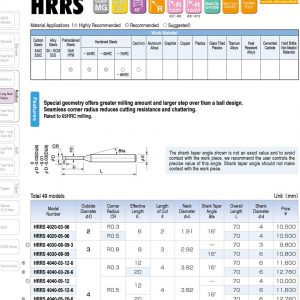
+. Diameter (mm): kích thước mũi phay (mm).
+. Rotating speed (min-1): tốc độ vòng quay (vòng/phút).
+. Feed speed (mm/min): bước tiến dao (mm/phút).
+. Maximum cutting depth: chiều sâu cắt lớn nhất.
Lưu ý:
– Hãy sử dụng máy gia công và bầu kẹp dao có độ chính xác cao.
– Sử dụng thổi khí hoặc phun sương.
– Kẹp dao phay cầu sao cho phần nhô ra của dao phay càng ngắn càng tốt để tăng độ cứng vững.
– Bảng trên là tiêu chuẩn cho các nguyên công ít thay đổi tải trọng gia công, chẳng hạn như gia công đường viền. Khi độ cứng của máy và độ ổn định của đồ gá thấp, có thể tạo ra rung động và tiếng ồn bất thường. Vui lòng giảm tốc độ quay và bước tiến dao đã nêu ở trên tương ứng.
– Giảm bước tiến dao tương ứng khi sử dụng tốc độ cắt thấp.
—————
Công ty TNHH dụng cụ cắt Nam Dương là nhà cung cấp hàng đầu về dụng cụ cắt kim loại và phụ kiện gá kẹp trên máy gia công cơ khí. Hãy liên hệ với chúng tôi để có tư vấn và báo giá tốt nhất về các sản phẩm bạn cần!