PLUNGE MILLING – PHAY CẮM XUỐNG
Plunge milling – Phay cắm xuống thành công là gì?
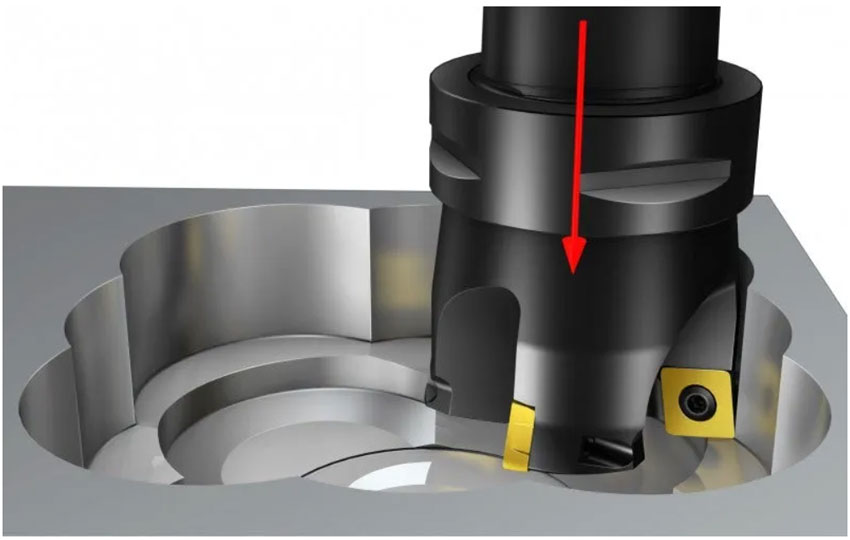
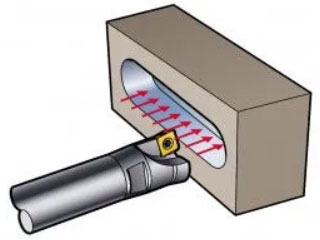
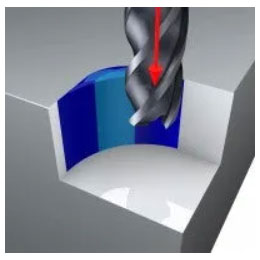
Trong phay cắm xuống, quá trình cắt được thực hiện ở phần mặt đầu của dụng cụ thay vì ở chu vi (cạnh), điều này thuận lợi do sự thay đổi của lực cắt hướng chủ yếu từ hướng tâm sang hướng trục. Nói chung, phay cắm xuống là một phương pháp thay thế khi không thể phay cạnh do rung động.
Ví dụ:
– Khi phần nhô ra của dụng cụ lớn hơn 4 x DC.
– Khi độ ổn định kém.
– Đối với các góc bán tinh.
– Đối với vật liệu khó gia công, chẳng hạn như titan.
Nó cũng có thể là một giải pháp thay thế khi công suất hoặc mô-men xoắn của máy bị hạn chế.
Lưu ý: Trong điều kiện thuận lợi, phay cắm xuống không phải là lựa chọn đầu tiên do tốc độ loại bỏ kim loại thấp hơn.
Lựa chọn dụng cụ trong phay cắm xuống (plunge milling):
Lựa chọn dao cắt trong phay cắm xuống được xác định chủ yếu bởi đường kính.
Khoan cắm xuống:
Cắm xuống bằng dụng cụ khoan có thể hiệu quả hơn tới khoảng DC = 35 mm. Khi đó chúng ta sẽ xem xét khoan.
Cách áp dụng nguyên công phay cắm xuống – plunge milling:
Quá trình cắt của phay cắm xuống:
Hoạt động phay cắm xuống thay đổi đáng kể so với phay truyền thống. Họ sử dụng phần mặt đầu của dụng cụ để cắt thay vì chu vi, điều này giúp thay đổi một cách có lợi lực cắt chủ yếu từ hướng tâm sang hướng trục. Nó có thể được so sánh với một hoạt động doa với các vết cắt bị gián đoạn.
Tiêu thụ điện năng và tiếng ồn thấp.
Phay cắm xuống (Plunge milling) = doa gián đoạn. Lực cắt dọc trục. |
Phay truyền thống. Chủ yếu là lực hướng tâm. |
▬ Bước tiến bàn máy chương trình
▬ Di chuyển nhanh
Tránh cắt lại khi hành trình quay trở lại. Giảm dần độ sâu cắm xuống.
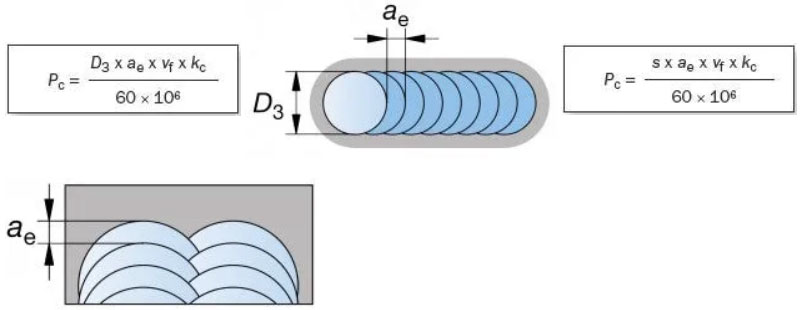
Tính toán điện năng tiêu thụ.
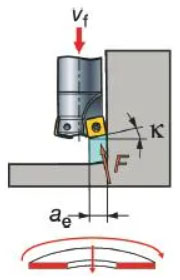
Bước tiến dao trong phay cắm xuống (plunge milling):
| Bước tiến dao trong phay cắm xuống | ||
| Kích thước chíp phay iC | Phần nhô ra < 3 x DC | Phần nhô ra > 3 x DC |
| 9 | f z = 0,15 (0,10–0,20) | f z = 0,10 (0,08–0,15) |
| 14 | f z = 0,20 (0,10–0,25) | f z = 0,15 (0,10–0,20) |
Dao phay ngoại cỡ L ≤ 3 x DC
| iC | ae lớn nhất |
| 9 | 8 |
| 14 | 13 |
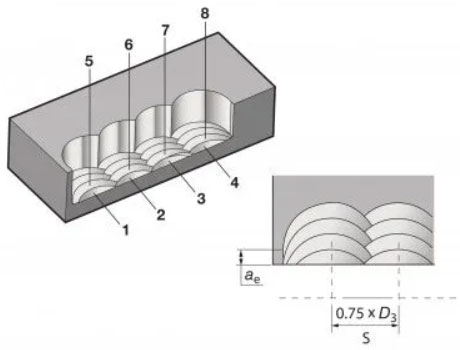
s = 75% DC
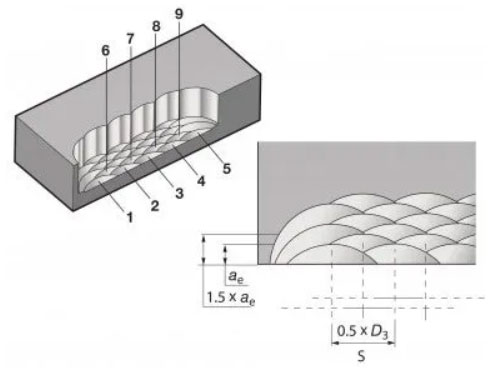
Dao phay ngoại cỡ L ≥ 3 x DC
| iC | ae lớn nhất |
| 9 | 7 |
| 14 | 12 |
s = 50% DC
a e = lớn nhất của chíp phay.
Bước tiến s = X% DC
* S là phần nhô ra cụ thể của dụng cụ.
Các mẹo khi phay cắm xuống:
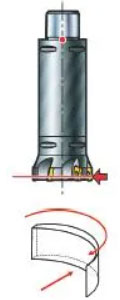
– Phay trên máy nằm ngang tạo điều kiện cho việc thoát phoi.
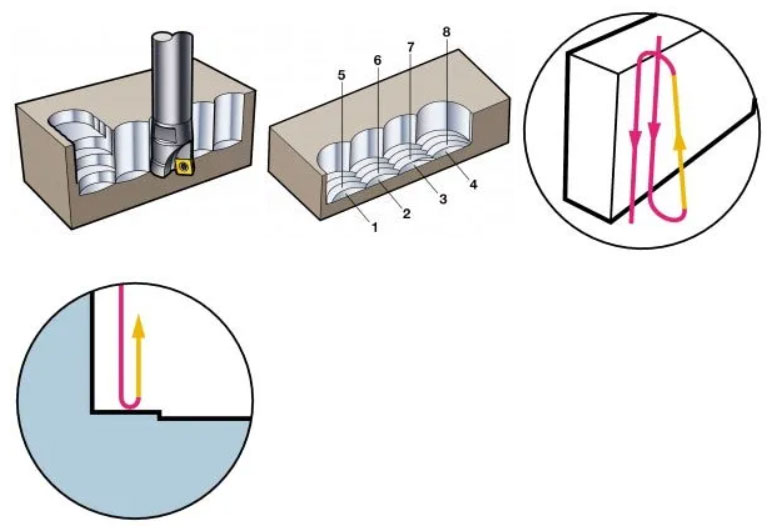
– Bắt đầu phay từ dưới lên và phay dần lên.
– Sử dụng dầu cắt hoặc khí nén để tạo điều kiện thoát phoi.
– So với các phương pháp truyền thống, phay cắm xuống yêu cầu bước tiến trên mỗi răng thấp hơn.
– Đảm bảo rằng có nhiều hơn một chiếc răng được cắt trong 1 thời điểm.
– Sử dụng dao phay có bước cực gần.
– Sử dụng tối đa ae – tùy thuộc vào kích thước chíp dao.
– Sử dụng s = 0,75 x DC khi di chuyển ngang.
– Giảm dần độ sâu cắm xuống để giảm thiểu độ rung.
– Sử dụng “chương trình hook” để tránh cắt lại ở hành trình quay trở lại. Bước tiến cách tường 1 mm ở vết cắt cuối.
– Lưu ý: Không nên thực hiện một chu trình khoan do cắt lại có thể gây rung trong quá trình rút dao.
– Luôn cố gắng để lại lượng dư không đổi cho gia công tinh tiếp theo.
Gia công rãnh bằng phay cắm xuống:
– Phay cắm xuống là một kỹ thuật hiệu quả để gia công các rãnh sâu và kín.
– Sơ tán phoi trở nên cần thiết. Thiết lập phay nằm ngang và sử dụng dầu cắt hoặc khí nén sẽ hỗ trợ quá trình thoát phoi này.
– Nên sử dụng mũi khoan cho các khe sâu và hẹp, vì nó cung cấp khả năng thoát phoi tốt nhất và tỷ lệ bước qua cao nhất.
Gia công hốc/khoang bằng phay cắm xuống:
– Việc thoát phoi là rất quan trọng, giống như trong quá trình phay rãnh kín.
– Sử dụng thiết lập phay nằm ngang và dầu cắt hoặc khí nén.
– Việc thoát phoi có thể được cải thiện hơn nữa bằng cách tạo lỗ bắt đầu lớn nhất có thể; giá trị 1,5 x DC được khuyến nghị.
– Giảm bước tiến trong hai bước phay cắm xuống đầu tiên.
– Di chuyển phay sang một bên và cố gắng ngăn chặn dao phay đầy rãnh.

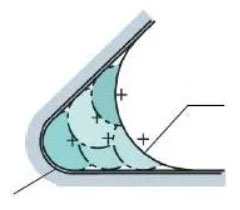
Sử dụng phay cắm xuống để phay góc:
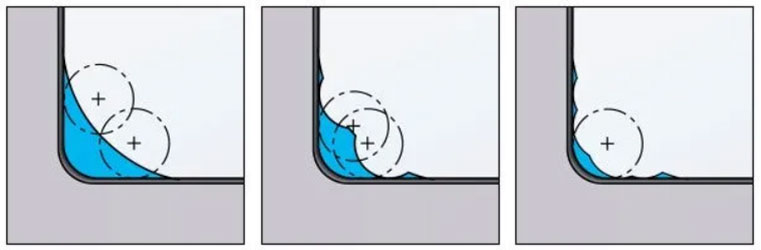
Phay cắm xuống phần lượng dư còn lại (phay còn lại) sau khi gia công thô ở các góc 90° sâu có thể thuận lợi.
DC = 12,7 mm
Bán kính bắt đầu = 16 mm
Bán kính cuối = 6 mm
Các bước phay cắm xuống gia công góc
—————-
Công ty TNHH dụng cụ cắt Nam Dương là nhà cung cấp hàng đầu về dụng cụ cắt kim loại và các đồ gá gá kẹp trên máy gia công cơ khí. Hãy liên hệ với chúng tôi để có tư vấn và báo giá tốt nhất về các sản phẩm bạn cần!





