PHAY VÁT MÉP (CHAMFER MILLING)
Vát mép, cắt V, cắt xén bớt, cắt chuẩn bị cho các nguyên công hàn và mài bavia dọc theo các cạnh dài của phôi gia công là các nguyên công thường xuyên phay vát mép. Tùy thuộc vào loại máy và gá kẹp, các thao tác này có thể được thực hiện theo nhiều cách khác nhau. Có thể sử dụng dao phay khỏa mặt nhỏ, dao phay lưỡi cắt dài, dao phay ngón hoặc dao phay vát mép.
Lựa chọn dụng cụ cho phay vát mép:
Dao phay vát mép:
Việc lựa chọn dụng cụ vát mép phụ thuộc vào một số yếu tố, chẳng hạn như:
– Nếu nguyên công là vát mép phía trên hoặc vát mép phía sau.
– Góc vát.
– Chiều sâu vát tối đa.
– Vật liệu cần gia công.
Trong các nguyên công vát mép phía trên, một trong những cân nhắc chính cũng sẽ là dụng cụ lắp sẵn trên máy. Đối với các nguyên công vát mép phía sau, kích thước lỗ cũng sẽ giới hạn kích thước của dao cắt và do đó ảnh hưởng đến việc lựa chọn dao. Thông thường, các mặt vát mép nhỏ trong các hoạt động bên trong yêu cầu một dụng cụ hợp kim nguyên khối vì lý do tiếp cận, trong khi các tính năng lớn hơn cho phép sử dụng dao phay ghép mảnh.
Dao phay bổ sung để vát mép:
Trong các máy 4 và 5 trục, nơi trục chính hoặc phôi gia công có thể bị nghiêng, một số dụng cụ có thể được sử dụng để vát mép và mài bavia, chẳng hạn như:
– Dao phay ngón 90°.
– Dao phay khỏa mặt 45°.
– Đối với các mặt vát lớn, có thể sử dụng dao phay lưỡi cắt dài.

Cách ứng dụng phay vát mép trong gia công:
Chế độ cắt trong phay vát mép:
Thông thường chiều sâu cắt ap và chiều rộng cắt ae nhỏ so với đường kính dao cắt. Điều này có nghĩa là nên sử dụng các khuyến nghị về tốc độ cắt cao hơn cho sự ăn dao nhỏ. Bước tiến trên mỗi răng fz cũng có thể được tăng lên đáng kể. Yêu cầu về độ bóng bề mặt sẽ giới hạn fz.

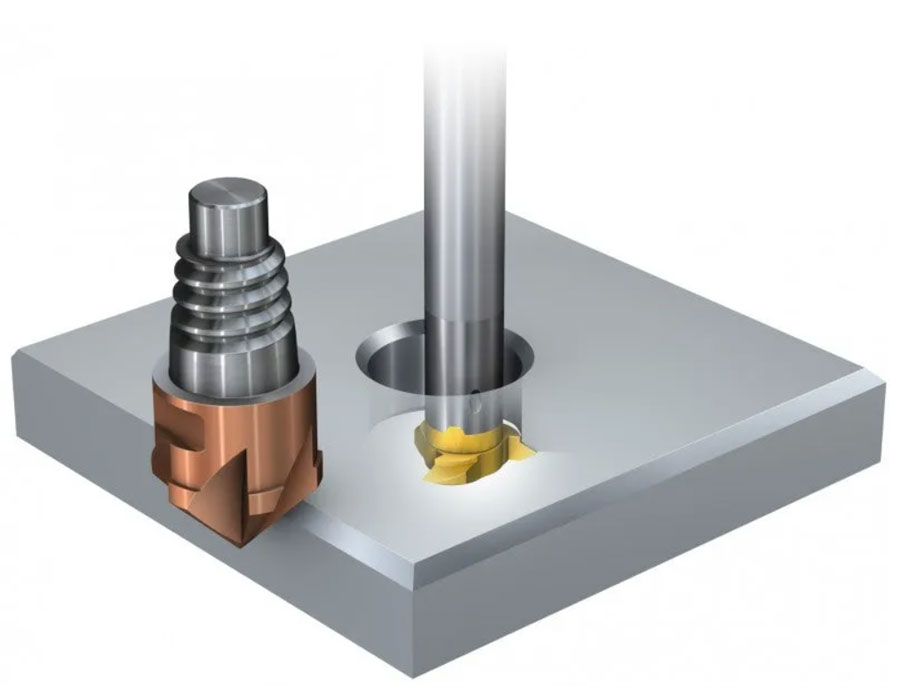
Vát mép lỗ:
Với một số dao cắt có thể thực hiện cả vát mép và tạo ren, có thể vát mép lỗ sau khi hoàn thành thao tác tạo ren, sử dụng cùng một dụng cụ và hạt dao. Điều này được thực hiện bằng cách sử dụng đường phay tròn; xem trình tự lập trình bên dưới.
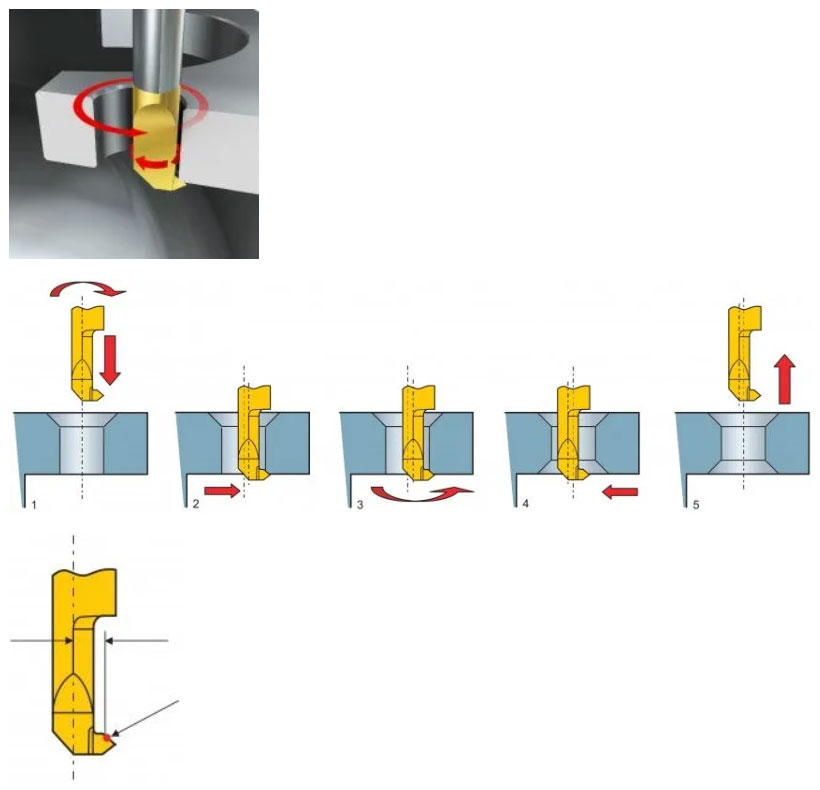
Điểm “0” cho chiều dài và bán kính dụng cụ
- Định vị dao cắt ở giữa lỗ khoan với dao cắt đang quay và di chuyển dọc trục đến độ sâu của mặt bích (Z = chiều cao mặt bích – kích thước vát).
- Đưa dao cắt ăn dao với bán kính bù (Y = bán kính lỗ).
- Quay 360°.
- Đưa dao trở lại trung tâm lỗ.
- Rút dao cắt ra.
Lưu ý: Để điều chỉnh kích thước vát mép, hãy thay đổi vị trí Z (không điều chỉnh đường kính, vì điều này có thể gây ra cọ xát trên lỗ).
—————–
Công ty TNHH dụng cụ cắt Nam Dương là nhà cung cấp hàng đầu về dụng cụ cắt kim loại và các đồ gá gá kẹp trên máy gia công cơ khí. Hãy liên hệ với chúng tôi để có tư vấn và báo giá tốt nhất về các sản phẩm bạn cần!





