PHAY SLICING (CẮT LÁT MỎNG) VÀ PHAY TROCHOIDAL (XOAY TRÒN)

Các phương pháp phay cắt lát và phay trochoidal ban đầu được phát triển để gia công thô và bán thô các vật liệu khó gia công như thép cứng (nhóm H) và vật liệu HRSA (nhóm S). Nhưng cũng có thể được sử dụng với các vật liệu khác, đặc biệt là trong các nguyên công nhạy cảm với rung động.
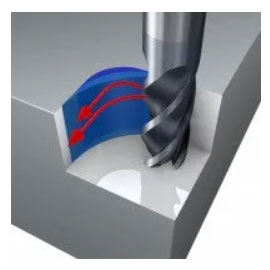
Phay trochoidal chủ yếu được sử dụng để gia công rãnh.
Phay cắt lát mỏng slicing thường được sử dụng để phay bán thô các góc.
Cả hai phương pháp này đã được chứng minh là rất an toàn và hiệu quả.
Các kỹ thuật phay cắt lát và phay trochoidal dựa trên chiều sâu cắt xuyên tâm ae nhỏ, trong đó:
– Tạo ra lực cắt hướng kính thấp, ít đòi hỏi độ ổn định hơn và cho phép chiều sâu cắt ap lớn.
– Có nghĩa là mỗi lần chỉ cắt một răng, giúp giảm thiểu xu hướng rung.
– Giảm nhiệt trong khu vực cắt do thời gian tiếp xúc ngắn, giúp có thể sử dụng tốc độ cắt cao hơn.
– Tạo ra chiều dày phoi hex nhỏ, nhưng bước tiến fz cao.
Lựa chọn dụng cụ khi phay trochoidal và phay cắt lát mỏng slicing:
Kỹ thuật cắt lát mỏng cũng có thể được sử dụng với các dao phay lưỡi cắt dài kết hợp chiều sâu cắt hướng kính ae nhỏ, với chiều sâu cắt hướng trục ap lớn.
Cách áp dụng phay cắt lát mỏng và phay trochoidal:
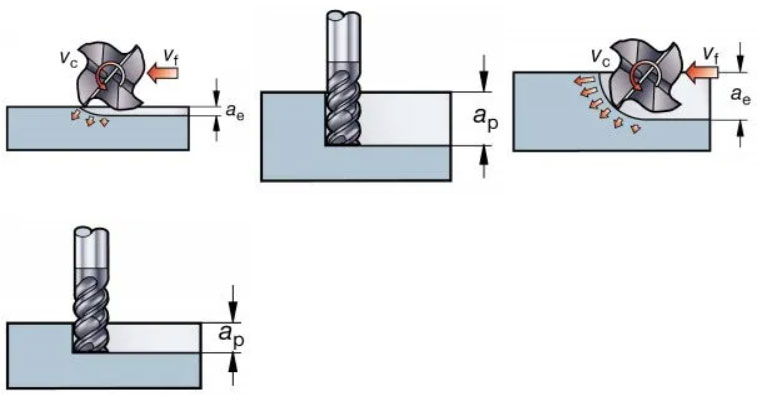
Phay cắt lát mỏng (slicing) sử dụng tốc độ cắt vc và chiều sâu cắt dọc trục ap cao hơn. Nhưng chỉ với các lần cắt với chiều sâu cắt hướng tâm ae và bước tiến trên mỗi răng fz nhỏ. Điều này có thể là do:
– Hệ số: Độ dày phoi mỏng. Cung tiếp xúc nhỏ.
– Tác dụng: Lực cắt/độ lệch thấp hơn. Nhiệt độ giảm trong vùng cắt.
– Lợi ích: Đường cắt trục sâu hơn. Tốc độ cao hơn.
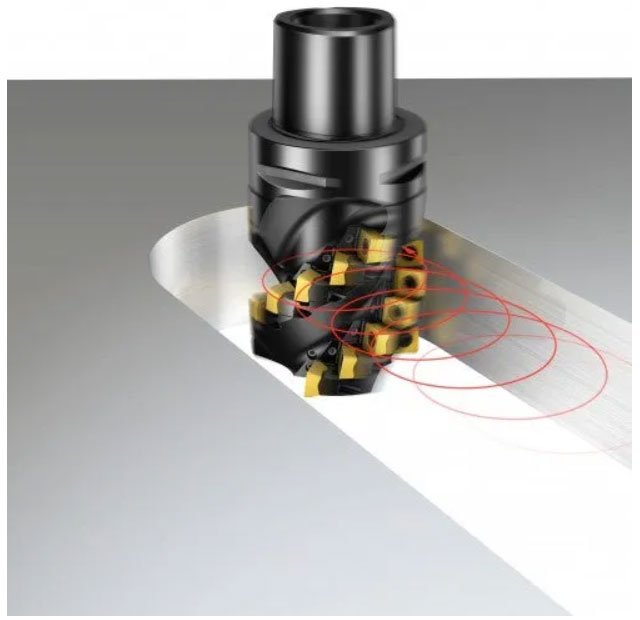
Phay trochoidal (phay xoay tròn):
Vùng ứng dụng của phay trochoidal:
Đây là một phương pháp tuyệt vời để tạo rãnh khi rung động là một vấn đề khi gia công; nó cũng thích hợp để phay thô các hốc, khoang và rãnh.
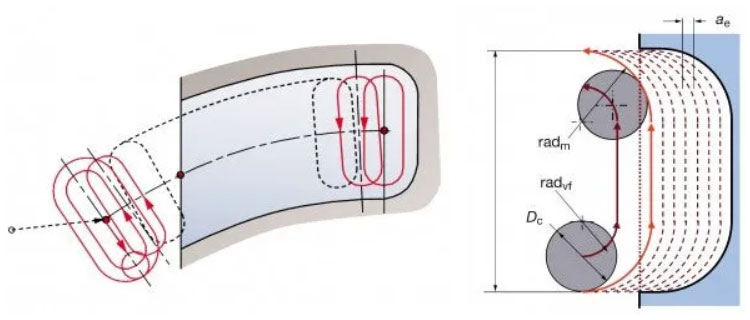
Định nghĩa: Phay trochoidal có thể được định nghĩa là phay tròn và bao gồm các chuyển động tịnh tiến đồng thời. Dao phay cắt loại bỏ các “lát mỏng” vật liệu lặp đi lặp lại theo trình tự các đường chạy dao xoắn ốc liên tục theo hướng xuyên tâm của nó.
Phay trochoidal đòi hỏi khả năng lập trình và máy công cụ chuyên dụng.
Dụng cụ được lập trình với lối vào và lối ra cuộn khỏi vết cắt, với bước hướng kính w được giữ ở mức thấp, có nghĩa là:
– Vòng cung cắt được kiểm soát tạo ra lực cắt thấp, cho phép chiều sâu cắt dọc trục cao.
– Chiều dài lưỡi cắt được toàn bộ là tối ưu, đảm bảo nhiệt và độ mài mòn đồng đều và lan rộng, dẫn đến tuổi thọ dụng cụ dài hơn so với phương pháp phay rãnh truyền thống.
– Do vòng cung cắt ngắn, các dụng cụ nhiều cạnh được sử dụng, cho phép các bước tiến bàn máy cao với tuổi thọ dụng cụ an toàn.
– Chiều sâu cắt hướng tâm tối đa ae không được vượt quá 20% đường kính dao phay.
ap ≤ 2 x Dc
ae = nhỏ
vf = cao
vc = gấp 10 lần so với các phương pháp phay thông thường.
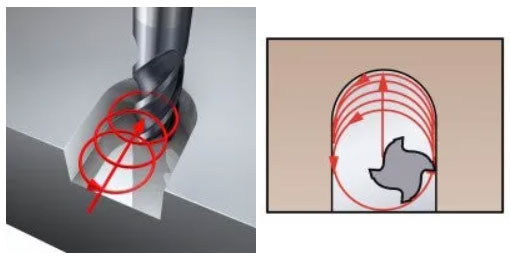
Phay trochoidal đối với chiều rộng rãnh nhỏ hơn 2 x Dc:
Dụng cụ được lập trình trên một đường xoắn ốc liên tục với bưới tiến dao hướng tâm để tạo thành rãnh hoặc biên dạng. Bước tiến dao không đổi, với đường cắt xuyên tâm thay đổi liên tục. Dụng cụ không hoạt động trong 50% thời gian.
Những cân nhắc khi phay trochoidal:
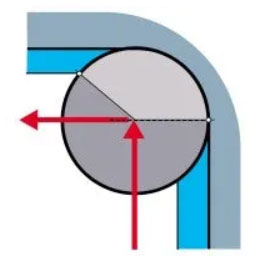
1) Đường cắt hướng tâm thay đổi liên tục và ở mức ngập sâu nhất, nó cao hơn bước tiến tâm w được lập trình.
2) Điều quan trọng là giữ cho đường kính dao cắt có tỷ lệ chiều rộng rãnh dưới 70% và bước hướng kính w dưới 10% so với Dc.
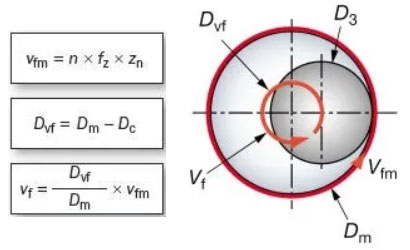
3) Bước tiến không đổi, tuy nhiên, bước tiến dao ở giữa vf, thay đổi so với bước tiến chu vi vfm. Khi bước tiến dao được lập trình dựa trên tâm dụng cụ, bước tiến chu vi phải được tính toán.
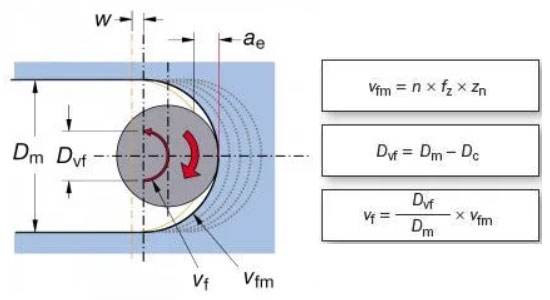
Chế độ cắt trong phay trochoidal:
– Đường kính dao phay Dc lớn nhất = 70% chiều rộng rãnh.
– Bước tiến tâm w lớn nhất = 10% Dc.
– Chiều rộng cắt hướng tâm ae lớn nhất = 20% Dc.
– Chiều sâu cắt dọc trục ap lớn nhất = 2 x Dc.
– Bắt đầu bước tiến trên mỗi răng fz = 0,1 mm.
Từ đó tính toán bước tiến dao được lập trình vf
Các mẹo trong phay trochoidal:
Phay trochoidal cung cấp quy trình an toàn hơn so với phay cắm xuống hoặc phay rãnh truyền thống, nó mang đến tuổi thọ dụng cụ tăng lên và giảm chi phí dụng cụ, vì dụng cụ 12 mm thay thế dụng cụ 8 mm. Đối với các rãnh rộng hơn 2 x Dc.
Một đường xoắn ốc liên tục, chẳng hạn như những đường được lập trình cho rãnh hẹp trong đó 50% thời gian dành cho dụng cụ không cắt, có thể được tối ưu hóa khi rãnh trở nên rộng hơn:
– Cuộn vào cắt – bán kính được lập trình (radm) = 50% của Dc.
– G1 với ae = 0,1 x Dc.
– Cuộn ra khỏi đường cắt – bán kính được lập trình (radm) = 50% của Dc.
– Di chuyển nhanh đến vị trí bắt đầu tiếp theo.
– Lặp lại chu kỳ.
Phay cắt lát – phay góc:
Vùng ứng dụng phay cắt lát:
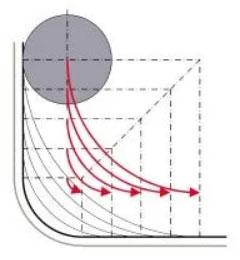
Sự định nghĩa phay cắt lát: Phay cắt lát là một kỹ thuật bán tinh được sử dụng trong phay góc nơi dụng cụ lớn hơn được sử dụng trong nguyên công trước đó không thể phay tới.
Không giống như phay trochoidal, không cần cuộn vào hoặc cuộn ra khỏi vết cắt, vì vết cắt hướng tâm được tạo từ 0 đến cực đại ở giữa và sau đó giảm trở lại 0 lần nữa.
Nhiều lần cắt chuyển tiếp loại bỏ vật liệu một cách liên tục, đảm bảo góc ngập/tiếp xúc xuyên tâm thấp ổn định và lực cắt thấp.
Những cân nhắc khi phay cắt lát:
Giảm tỷ lệ bước tiến ở các góc:
– Như với tất cả các đường viền bán kính, khi lập trình với bước tiến dao ở tâm vf, bước tiến cần giảm so với bước tiến dao chu vi vfm, để duy trì bước tiến không đổi trên mỗi răng.
– Chiều sâu cắt có thể trở nên quá lớn để có thể chạy ở cùng bước tiến cao như khi cắt đường thẳng, tùy thuộc vào mối quan hệ giữa đường kính dao cắt và bán kính góc.
– Tuy nhiên, tỷ lệ giữa đường kính đường dao phay được lập trình Dvf và đường kính lỗ Dm, liên tục tăng theo bán kính góc đã hoàn thành, điều đó có nghĩa là bước tiến cần liên tục giảm cho mỗi lần cắt.
– Quá trình trở nên không ổn định và rung động xảy ra.
– Một máy công cụ có độ ổn định động tốt và khả năng kiểm soát giảm bước tiến vào tâm dụng cụ là điều cần thiết để phay thành công các góc bên trong.
Phay cắt lát
Phay thông thường
Dvf và vf liên tục giảm cho mỗi lần cắt
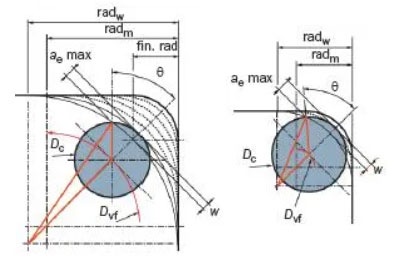
w = bước tiến dao đúng tâm
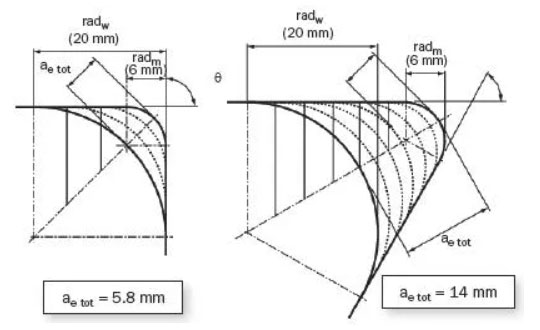
radm = bán kính góc cuối cùng của chi tiết.
radw = bán kính bắt đầu chi tiết.
Đối với cùng một bán kính đầu và cuối, số lần cắt cần thiết sẽ khác nhau tùy thuộc vào góc nghiêng của góc. Đối với các góc có góc nhỏ hơn 60˚, phay cắm xuống bằng mũi khoan chìm có thể là một giải pháp tốt.
Góc nghiêng của góc:
—————-
Công ty TNHH dụng cụ cắt Nam Dương là nhà cung cấp hàng đầu về dụng cụ cắt kim loại và các đồ gá gá kẹp trên máy gia công cơ khí. Hãy liên hệ với chúng tôi để có tư vấn và báo giá tốt nhất về các sản phẩm bạn cần!





