MẸO KHI KHOAN LỖ
Mẹo và thủ thuật cung cấp dung dịch tưới nguội khi khoan:
Việc cung cấp dung dịch tưới nguội phù hợp là rất quan trọng để đạt được hiệu suất khoan thành công. Nguồn cung cấp dung dịch tưới nguội ảnh hưởng đến:
– Sự sơ tán phoi.
– Chất lượng lỗ khoan.
– Tuổi thọ mũi khoan.
Thể tích bể chứa dung dịch tưới nguội phải lớn hơn thể tích dung dịch tưới nguội mà máy bơm cung cấp mỗi phút từ 5-10 lần. Điều quan trọng là phải có đủ dòng dung dịch tưới nguội.
Có thể kiểm tra khả năng chứa dung tích bằng đồng hồ bấm giờ và thùng có kích thước phù hợp.
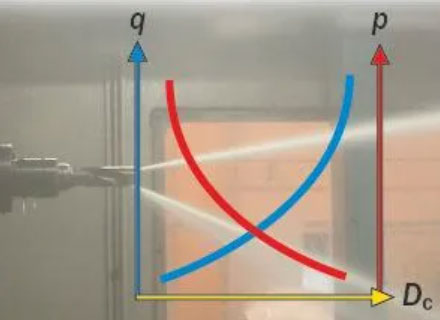
Mối quan hệ áp suất-đường kính trong việc cung cấp dung dịch tưới nguội
(áp suất màu đỏ, đường kính màu vàng, thể tích màu xanh lam)
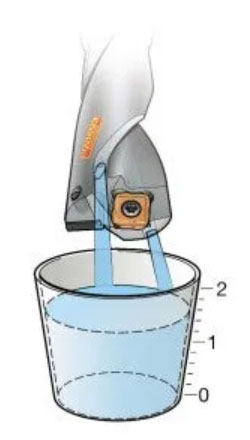
Kiểm tra thể tích dung dịch tưới nguội phun ra từ mũi khoan
– Dầu hòa tan (nhũ tương) phải luôn được sử dụng cùng với phụ gia EP (áp suất cực cao). Hỗn hợp dầu và nước nên có hàm lượng dầu từ 5-12% để có tuổi thọ dụng cụ tốt nhất (10-15% đối với inox (thép không gỉ) và vật liệu hợp kim chịu nhiệt). Khi tăng tỷ lệ dầu trong dung dịch tưới nguội, hãy luôn kiểm tra với nhà phân phối dầu để đảm bảo không vượt quá tỷ lệ dầu được khuyến nghị.
– Việc cung cấp dung dịch tưới nguội bên trong mũi khoan luôn thuận lợi hơn khi áp dụng so với việc cung cấp dung dịch tưới nguội bên ngoài.
– Dầu nguyên chất cải thiện khả năng bôi trơn và có lợi khi khoan inox (thép không gỉ). Luôn sử dụng với chất phụ gia EP. Cả mũi khoan hợp kim nguyên khối và mũi khoan ghép mảnh đều hoạt động tốt với dầu nguyên chất
– Khí nén, dung dịch tưới nguội phun sương hoặc MQL (Bôi trơn số lượng tối thiểu) có thể hoạt động thành công trong các điều kiện thuận lợi, đặc biệt đối với một số loại gang và nhôm. Nên giảm tốc độ cắt do nhiệt độ tăng cao, do đó có thể tác động tiêu cực đến tuổi thọ dụng cụ.
Tưới nguội từ bên trong mũi khoan:
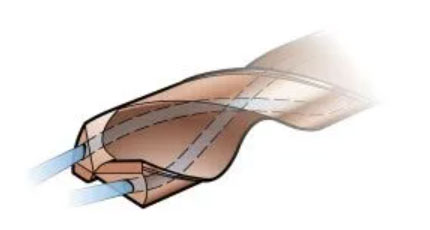
Tưới nguội từ bên trong luôn được ưu tiên sử dụng để tránh kẹt phoi, đặc biệt trong các vật liệu phoi dài và khi khoan các lỗ sâu hơn (>3 x Dc).
Mũi khoan nằm ngang phải có dòng dung dịch tưới nguội phun ra từ mũi khoan mà không giảm xuống ít nhất được 30cm.
Tưới nguội từ bên ngoài:
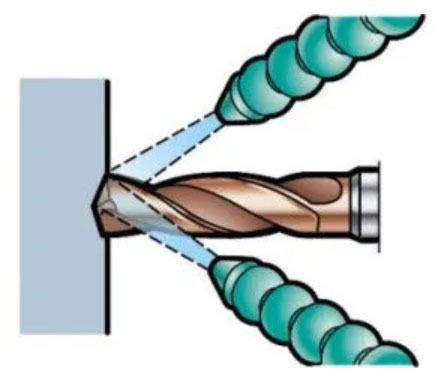
Có thể sử dụng nguồn cung cấp dung dịch tưới nguội từ bên ngoài mũi khoan khi khả năng tạo phoi tốt và khi độ sâu lỗ nông. Để cải thiện khả năng thoát phoi, ít nhất một vòi dung dịch tưới nguội (2 vòi nếu mũi khoan đứng yên) phải được hướng sát vào trục mũi khoan.
Mẹo khoan khô, không cần dung dịch tưới nguội:
Khoan khô thường không được khuyến khích.
– Có thể được sử dụng cho các vật liệu phoi ngắn, chiều sâu lỗ tới 3 lần đường kính khoan.
– Tốt nhất là trong các lỗ khoan ngang.
– Nên giảm tốc độ cắt.
– Tuổi thọ mũi khoan sẽ giảm.
Không bao giờ nên sử dụng khoan khô cho các trường hợp sau:
– Khoan vật liệu inox (nhóm vật liệu M và S).
– Mũi khoan có đầu dao thay đổi.
Tưới nguội áp suất cao (HPC) (~70 bar):
Lợi ích của việc sử dụng chất làm mát áp suất cao là:
– Tuổi thọ dụng cụ dài hơn nhờ hiệu quả làm mát được cải thiện.
– Cải thiện khả năng thoát phoi và có thể kéo dài tuổi thọ dụng cụ trong các vật liệu có phoi dài như inox (thép không gỉ).
– Cải thiện an toàn nguyên công do sơ tán phoi tốt hơn.
– Cung cấp đủ lưu lượng cho áp suất và kích thước lỗ nhất định để duy trì việc khoan.
Mẹo kiểm soát phoi khi khoan:
Sự hình thành phoi và thoát phoi là những vấn đề quan trọng trong quá trình khoan và phụ thuộc vào: vật liệu phôi; lựa chọn hình học mũi khoan, vật liệu chíp khoan; áp suất, thể tích dung dịch làm mát; và chế độ cắt.
Việc kẹt phoi có thể gây ra chuyển động hướng tâm của mũi khoan và do đó ảnh hưởng đến chất lượng lỗ, tuổi thọ và độ tin cậy của mũi khoan hoặc làm gãy mũi khoan, vỡ chíp khoan.
| Phoi dày hơn và cứng hơn | ||
| Tốc độ cắt | 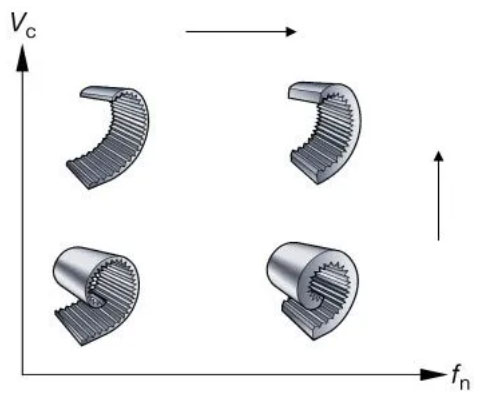 |
Phoi mở hơn do ít ma sát hơn |
| Bước tiến dao |
Sự hình thành phoi có thể chấp nhận được khi phoi có thể được lấy ra khỏi mũi khoan mà không bị xáo trộn. Cách tốt nhất để xác định điều này là lắng nghe trong quá trình khoan. Âm thanh nhất quán có nghĩa là quá trình thoát phoi tốt, nhưng âm thanh bị gián đoạn cho thấy phoi bị kẹt. Kiểm tra lực tiến dao hoặc màn hình nguồn điện. Nếu có sự bất thường thì nguyên nhân có thể là do kẹt phoi.
Nhìn vào những hình dáng phoi được tạo ra. Nếu chúng dài và cong, thay vì uốn, nghĩa là đã xảy ra hiện tượng kẹt phoi.
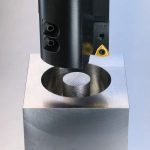
Nhìn vào lỗ khoan. Nếu xảy ra hiện tượng kẹt phoi, bề mặt không bằng phẳng sẽ xuất hiện.

Một lỗ có khả năng thoát phoi tốt

Một lỗ bị ảnh hưởng do kẹt phoi
Mẹo để tránh gây kẹt phoi khi khoan:
– Đảm bảo sử dụng đúng chế độ cắt và hình học mũi khoan.
– Kiểm tra hình dạng phoi – điều chỉnh bước tiến dao và tốc độ cắt.
– Kiểm tra lưu lượng và áp suất dung dịch tưới nguội.
– Kiểm tra các cạnh cắt. Các phoi dài có thể được tạo ra do hư hỏng, sứt vỡ trên lưỡi cắt, khi toàn bộ bộ phận bẻ phoi không được tiếp xúc vào.
– Kiểm tra xem khả năng gia công có thay đổi do lô phôi mới hay không – điều chỉnh chế độ cắt.
Phân biệt Phoi tuyệt vời, chấp nhận được và không thể chấp nhận được:
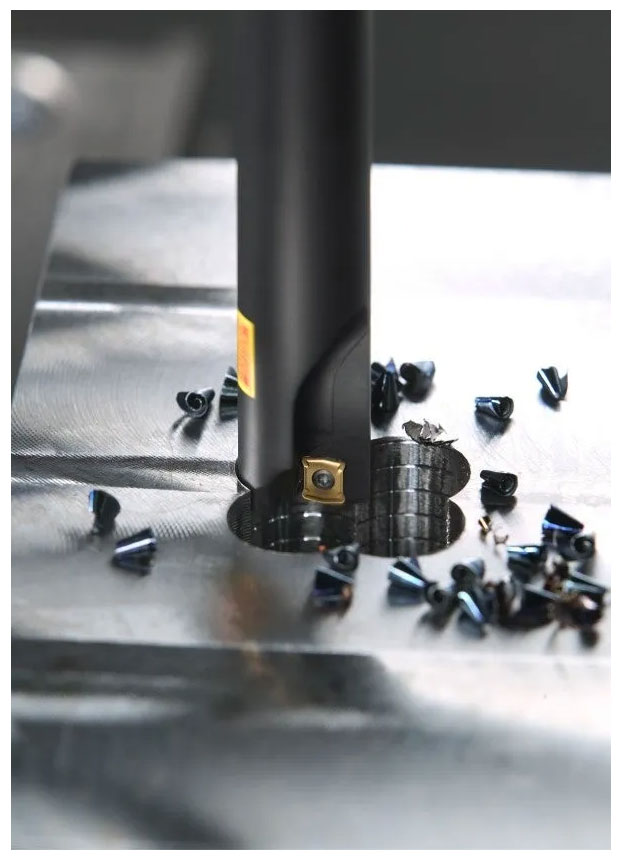
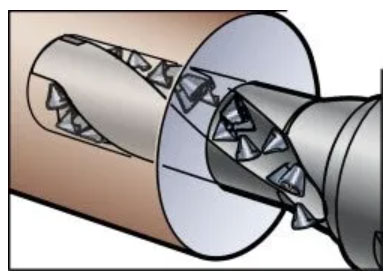
Mũi khoan ghép mảnh:
Chíp khoan giữa tâm tạo phoi hình nón rất dễ nhận biết. Phần chíp khoan chu vi tạo phoi tương tự như phoi được gia công bằng cách tiện.
| Phoi dải trung tâm | Phoi chu vi |

Phoi trung tâm tuyệt vời |

Phoi chu vi tuyệt vời |

Phoi trung tâm có thể chấp nhận được |

Phoi chu vi có thể chấp nhận được |

Phoi trung tâm bị kẹt phoi |

Phoi chu vi bị kẹt phoi |
Mũi khoan hợp kim
Một phoi được hình thành từ trung tâm đến chu vi của cạnh cắt.

Phoi tuyệt vời

Phoi có thể chấp nhận được

Kẹt phoi

Phoi bắt đầu
Lưu ý: Phoi bắt đầu đi vào phôi luôn dài và không gây ra bất kỳ vấn đề nào.
Mũi khoan có thể thay đổi đầu khoan

Phoi tuyệt vời

Phoi có thể chấp nhận được

Phoi không thể chấp nhận, có nguy cơ gây kẹt phoi
Mẹo và thủ thuật về bước tiến khoan và tốc độ cắt khi khoan:
vc (m/phút)
fn (mm/r)
Ảnh hưởng của tốc độ cắt – v c (m/min) đến quá trình khoan
Tốc độ cắt là yếu tố chính, cùng với độ cứng của vật liệu, ảnh hưởng đến tuổi thọ mũi khoan và mức tiêu thụ điện năng.
+ Tốc độ cắt là yếu tố lớn nhất quyết định tuổi thọ mũi khoan.
+ Tốc độ cắt ảnh hưởng đến công suất Pc (kW) và mô-men xoắn Mc (Nm).
+ Tốc độ cao hơn tạo ra nhiệt độ cao hơn và tăng độ mòn mặt sườn, đặc biệt là ở góc chu vi.
+ Tốc độ cao hơn có lợi cho việc hình thành phoi ở một số vật liệu mềm, phoi dài, ví dụ như thép cacbon thấp.
+ Tốc độ cắt quá cao:
– Mòn mặt sườn nhanh.
– Biến dạng dẻo.
– Chất lượng lỗ kém và dung sai lỗ kém.
+ Tốc độ cắt quá thấp:
– Lẹo dao.
– Thoát phoi kém.
– Thời gian cắt lâu hơn.
Ảnh hưởng của bước tiến khoan – fn (mm/r) đến quá trình khoan:
+ Bước tiến khoan ảnh hưởng đến sự hình thành phoi, độ bóng bề mặt và chất lượng lỗ.
+ Ảnh hưởng đến công suất Pc (kW) và mô-men xoắn Mc (Nm).
+ Bước tiến cao ảnh hưởng đến lực tiến Ff (N), cần được xem xét khi điều kiện không ổn định.
+ Góp phần gây ra ứng suất cơ và nhiệt.
+ Tốc độ tiến dao cao:
– Khó bẻ phoi hơn.
– Thời gian cắt ít hơn.
– Độ mòn dụng cụ ít hơn nhưng tăng nguy cơ gãy mũi khoan.
– Giảm chất lượng lỗ.
+ Tốc độ tiến dao thấp:
– Phoi dài hơn, mỏng hơn.
– Cải thiện chất lượng.
– Tăng tốc độ mài mòn mũi khoan.
– Thời gian cắt lâu hơn.
Khi khoan một chi tiết mỏng/yếu, tốc độ tiến dao phải được giữ ở mức thấp.
Những lời khuyên để khoan đạt được chất lượng lỗ tốt nhất:
Sơ tán phoi khi khoan
Hãy chắc chắn rằng việc sơ tán phoi là thỏa đáng. Việc kẹt phoi ảnh hưởng đến chất lượng lỗ và độ tin cậy, tuổi thọ mũi khoan. Hình học mũi khoan, chíp khoan và chế độ cắt là rất quan trọng.
Tính ổn định, thiết lập mũi khoan
Sử dụng mũi khoan ngắn nhất có thể. Sử dụng bầu kẹp mũi khoan chắc chắn và chính xác với độ đảo tối thiểu. Đảm bảo trục chính của máy ở tình trạng tốt và được căn chỉnh tốt. Đảm bảo chi tiết được cố định và ổn định. Thiết lập tốc độ tiến dao chính xác cho các bề mặt không đều, góc cạnh và các lỗ chéo nhau.
Tuổi thọ mũi khoan
Kiểm tra độ mòn của chíp khoan và thiết lập chương trình tuổi thọ mũi khoan được xác định trước. Cách hiệu quả nhất để giám sát quá trình khoan là sử dụng thiết bị giám sát lực đẩy.
Bảo dưỡng
Thay vít kẹp chíp mũi khoan thường xuyên. Làm sạch đế tựa trước khi thay chíp dao và đảm bảo sử dụng cờ lê lực. Không mài mòn quá mức tối đa trước khi mài lại mũi khoan hợp kim nguyên khối.
Mẹo và kỹ thuật khoan cho các vật liệu khác nhau
– Thép carbon thấp
– Inox Austenitic và Duplex
– Gang CGI (Sắt than chì mịn)
– Hợp kim nhôm
– Hợp kim titan và chịu nhiệt
– Thép cứng
Khoan thép cacbon thấp:
Nhóm vật liệu P.
Vấn đề khi khoan thép các bon thấp: Sự hình thành phoi có thể là một vấn đề khó khăn với thép cacbon thấp, thường được sử dụng cho các chi tiết hàn. Độ cứng, hàm lượng cacbon và lưu huỳnh của thép càng thấp thì phoi được tạo ra càng dài.
Khuyến nghị khi khoan thép các bon thấp: Nếu xảy ra vấn đề về hình thành phoi, hãy tăng tốc độ cắt vc và giảm bước tiến dao fn (lưu ý ở các loại thép thông thường, nên tăng bước tiến dao).
Khuyến nghị khác: Sử dụng nguồn cung cấp dung dịch tưới nguội bên trong mũi khoan và với áp suất cao.
Khoan inox (thép không gỉ) austenit và duplex:
Nhóm vật liệu M.
Vấn đề khi khoan inox: Các vật liệu Austenitic, duplex và super duplex có thể gây ra vấn đề về hình thành và thoát phoi phoi.
Khuyến nghị khi khoan inox: Chọn hình dạng mũi khoan chính xác là rất quan trọng vì nó cho phép các phoi được hình thành đúng cách và hỗ trợ việc di tản chúng. Nói chung, một lưỡi cắt sắc nét là thích hợp hơn. Nếu xảy ra vấn đề về hình thành phoi, hãy tăng bước tiến fn sẽ khiến phoi dễ vỡ hơn.
Khuyến nghị khác: Nên sử dụng tưới nguội bên trong mũi khoan, và áp suất cao.
Mẹo khoan gang CGI (Compact Graphite Iron):
Nhóm vật liệu K.
Vấn đề khi khoan gang: Gang CGI thường không cần chú ý nhiều hơn. Nó tạo ra các phoi lớn hơn gang xám nhưng chúng dễ bị vỡ. Lực cắt cao hơn, ảnh hưởng đến tuổi thọ dụng cụ. Các lớp phủ chống mài mòn bổ sung là cần thiết. Mòn góc cắt là dạng mòn điển hình ở tất cả các loại gia công gang.
Khuyến nghị khi khoan gang: Nếu xảy ra vấn đề về hình thành phoi, hãy tăng tốc độ cắt vc và giảm bước tiến dao fn.
Khuyến nghị khác: Cung cấp tưới nguội bên trong mũi khoan.
Mẹo khoan hợp kim nhôm:
Nhóm vật liệu N.
Vấn đề khi khoan nhôm: Sự hình thành gờ và thoát phoi có thể là một vấn đề khi khoan nhôm. Tuổi thọ dụng cụ kém cũng có thể xuất hiện do độ bám dính của vật liệu phôi.
Khuyến nghị khi khoan nhôm: Để tạo phoi tốt nhất, hãy sử dụng bước tiến thấp và tốc độ cắt cao.
Để tránh tuổi thọ dụng cụ kém, có thể cần phải thử nghiệm các lớp phủ khác nhau để giảm thiểu độ bám dính. Những lớp phủ này có thể bao gồm lớp phủ kim cương hoặc một số trường hợp nhất định hoàn toàn không sử dụng bất kỳ lớp phủ nào.
Khuyến nghị khác: Sử dụng dung dịch tưới nguộ dạng nhũ tương hoặc phun sương ở áp suất cao.
Mẹo khoan titan và hợp kim chịu nhiệt:
Nhóm vật liệu S.
Vấn đề khi khoan vật liệu nhóm S: Việc làm cứng bề mặt lỗ sau khoan ảnh hưởng đến các hoạt động tiếp theo. Việc sơ tán phoi tốt có thể khó đạt được.
Khuyến nghị khi khoan vật liệu nhóm S: Khi chọn hình dạng mũi khoan cho hợp kim titan, tốt nhất là nên có lưỡi cắt sắc. Đối với hợp kim gốc Niken, mũi khoan có hình dạng chắc chắn là rất quan trọng. Nếu có vấn đề làm cứng vật liệu, hãy cố gắng tăng tốc độ tiến dao.
Khuyến nghị khác: Cung cấp dung dịch tưới nguội áp suất cao (lên đến 70 bar) để cải thiện hiệu suất.
Khoan thép cứng:
Nhóm vật liệu H.
Vấn đề khi khoan thép cứng: Cần đạt được tuổi thọ dụng cụ có thể chấp nhận được.
Khuyến nghị khi khoan thép cứng: Giảm tốc độ cắt để giảm nhiệt. Điều chỉnh tốc độ tiến dao để có được phoi chấp nhận được và có thể dễ dàng sơ tán chúng.
Khuyến nghị khác: Tưới nguội bằng nhũ tương với hỗn hợp cao.
Các mẹo về dung sai lỗ khi khoan:
Kích thước của lỗ có thể được chia thành ba tham số:
– Giá trị danh nghĩa (giá trị chính xác về mặt lý thuyết).
– Chiều rộng dung sai (được chỉ định theo tiêu chuẩn IT theo ISO).
– Vị trí dung sai (được kí hiệu bằng chữ in hoa theo ISO).
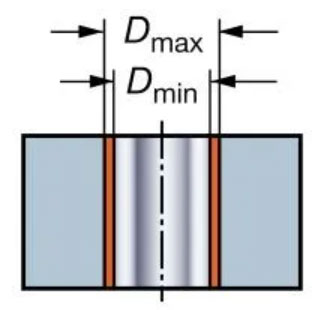
Dmax trừ Dmin là chiều rộng dung sai còn gọi là IT.
Phạm vi đường kính, D (mm)
| Đường kính mũi khoan | D>3-6 | D>6-10 | D>10-18 | D>18-30 | D>30-50 | D>50-80 | D>80-120 | D>120-180 | D>180-250 |
| IT5 | 0.005 | 0.006 | 0.008 | 0.009 | 0.011 | 0.013 | 0.015 | 0.018 | 0.020 |
| IT6 | 0.008 | 0.009 | 0.011 | 0.013 | 0.016 | 0.019 | 0.022 | 0.025 | 0.029 |
| IT7 | 0.012 | 0.015 | 0.018 | 0.021 | 0.025 | 0.030 | 0.035 | 0.040 | 0.046 |
| IT8 | 0.018 | 0.022 | 0.027 | 0.033 | 0.039 | 0.046 | 0.054 | 0.063 | 0.072 |
| IT9 | 0.030 | 0.036 | 0.043 | 0.052 | 0.062 | 0.074 | 0.087 | 0.100 | 0.115 |
| IT10 | 0.048 | 0.058 | 0.070 | 0.084 | 0.100 | 0.120 | 0.140 | 0.160 | 0.185 |
| IT11 | 0.075 | 0.090 | 0.110 | 0.130 | 0.160 | 0.190 | 0.220 | 0.250 | 0.290 |
| IT12 | 0.120 | 0.150 | 0.180 | 0.210 | 0.250 | 0.300 | 0.350 | 0.400 | 0.460 |
| IT13 | 0.180 | 0.220 | 0.270 | 0.330 | 0.390 | 0.460 | 0.540 | 0.630 | 0.720 |
– Số IT càng thấp thì dung sai càng gần.
– Dung sai cho một lớp IT tăng ở đường kính lớn hơn.
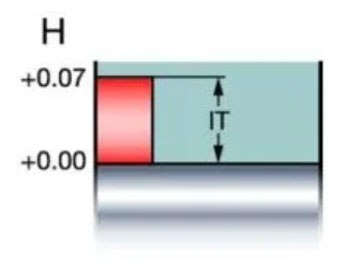
Một ví dụ:
Giá trị danh nghĩa: 15,00 mm
Độ rộng dung sai: 0,07 mm (IT10 theo ISO)
Vị trí: 0 đến cộng (H theo ISO)
Dung sai lỗ và trục:
Dung sai lỗ thường được lắp với dung sai của trục phải vừa với lỗ.
Ví dụ:
Trục ø20 mm h7
Lỗ ø20 mm h7
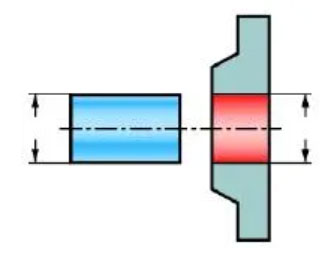
Vị trí dung sai của trục được kí hiệu bằng các chữ cái viết thường, tương ứng với dung sai của lỗ. Hình dưới đây cung cấp một bức tranh hoàn chỉnh về dung sai trục và lỗ tương ứng:
| Hay dùng nhất | |||||||
| Lỗ lớn
hơn trục |
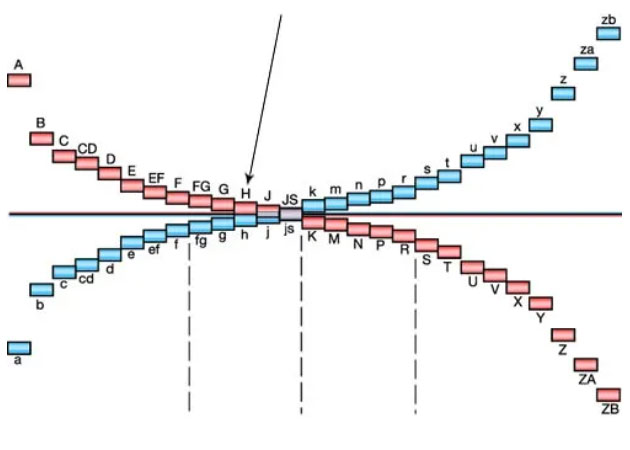 |
Trục lớn
hơn lỗ
|
|||||
| Cố định quay | Lắp cố định trượt | Lắp chặt cố định chuyển động | Lắp chặt chèn vào nhau | ||||
| Chuyển động (vòng bi) | Lắp chặt (khớp cố định) | ||||||
—————-
Công ty TNHH dụng cụ cắt Nam Dương là nhà cung cấp hàng đầu về dụng cụ cắt kim loại và các đồ gá gá kẹp trên máy gia công cơ khí. Hãy liên hệ với chúng tôi để có tư vấn và báo giá tốt nhất về các sản phẩm bạn cần!