LẬP TRÌNH PHAY
Bước tiến theo tâm dao phay hay bước tiến theo đường cắt:
Một máy gia công được thiết kế để chạy theo đường tâm dao phay vf (không có bù bán kính) hoặc chạy theo đường cắt vfm (có bù bán kính).
Nếu máy yêu cầu nhập bước tiến đường tâm dao phay nhưng thay vào đó bước tiến đường cắt được lập trình (trên máy không có bù bán kính), giá trị fz sẽ trở nên quá cao, dẫn đến nguy cơ hỏng chíp dao.
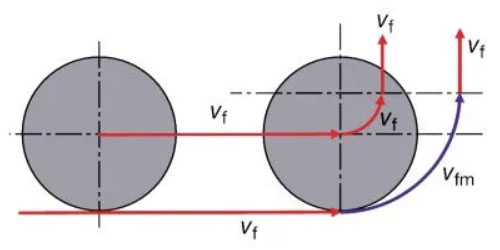
Bước tiến tâm dao phay vf, hoặc bước tiến đường cắt vfm.
Lập trình bước tiến dao theo đường tâm dao phay:
Các mã NC được tạo sẽ lập trình theo tâm của dao phay chứ không phải theo đường cắt (chu vi dao phay).
Đối với đường cắt thẳng (G1), bước tiến ở thành của chi tiết vfm giống với bước tiến được lập trình vf. Trong khi bước tiến bước tiến đường cắt (chu vi) quanh bán kính (G2) sẽ cao hơn bước tiến tâm dụng cụ. Do đó, bước tiến bàn vf cần được giảm xuống để duy trì bước tiến trên mỗi răng fz.
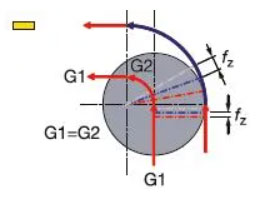
Nếu không giảm bước tiến ở đường tâm dao, fz sẽ tăng ở các góc cua.
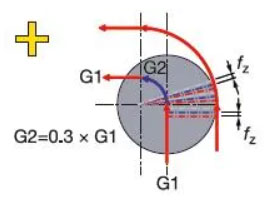
Khi giảm bước tiến đường tâm dao.
Giảm bước tiến đường tâm dao phay:
Mỗi hệ số giảm được tìm thấy trong bảng và phụ thuộc vào:
– Đường kính cắt trên bán kính góc cần phay – DC/radm.
– Tỉ lệ ngập dao hướng tâm – ae/DC.
| DC/radm | ae/DC | k Giá trị hệ số giảm cho tiến dao ở các góc () | ||||||
| 0.05 | 0.15 | 0.25 | 0.35 | 0.45 | 0.55 | 0.65 | 0.75 | 0.85 |
| 2.00 | 0.22 | 0.34 | 0.40 | 0.45 | 0.48 | 0.53 | 0.60 | 0.67 |
| 1.80 | 0.30 | 0.34 | 0.42 | 0.46 | 0.50 | 0.53 | 0.60 | 0.67 |
| 1.60 | 0.44 | 0.42 | 0.44 | 0.49 | 0.53 | 0.56 | 0.60 | 0.67 |
| 1.40 | 0.55 | 0.54 | 0.54 | 0.54 | 0.56 | 0.59 | 0.62 | 0.67 |
| 1.20 | 0.63 | 0.64 | 0.64 | 0.62 | 0.62 | 0.65 | 0.63 | 0.71 |
| 1.00 | 0.71 | 0.72 | 0.72 | 0.73 | 0.74 | 0.62 | 0.77 | 0.79 |
| 0.80 | 0.78 | 0.79 | 0.79 | 0.80 | 0.82 | 0.83 | 0.85 | 0.87 |
| 0.60 | 0.84 | 0.85 | 0.86 | 0.86 | 0.87 | 0.88 | 0.90 | 0.91 |
| 0.40 | 0.90 | 0.90 | 0.91 | 0.92 | 0.92 | 0.93 | 0.94 | 0.95 |
| 0.20 | 0.95 | 0.96 | 0.96 | 0.96 | 0.96 | 0.97 | 0.97 | 0.98 |
Giảm bưới tiến dao trước khi phay đến góc:
Giảm bước tiến dao trước khi đến góc là đặc biệt cần thiết khi phay ở tốc độ cao.
Khi dao phay vẫn đang chạy thẳng về phía cuối của đường G1, cung cắt bắt đầu tăng lên. Do đó, bước tiến phải được giảm trước khi chạm tới góc, tức là trong phạm vi ln khoảng 50% x DC.
Bộ điều khiển máy có chức năng cảm biến trước nâng cao sẽ tự động quản lý các thay đổi về tốc độ bước tiến dao.
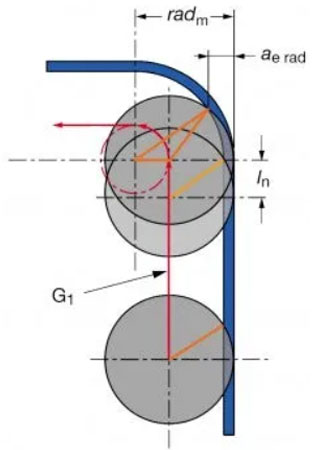
Giảm bước tiến ở khoảng cách xa: ln = 50% DC.
—————-
Công ty TNHH dụng cụ cắt Nam Dương là nhà cung cấp hàng đầu về dụng cụ cắt kim loại và các đồ gá gá kẹp trên máy gia công cơ khí. Hãy liên hệ với chúng tôi để có tư vấn và báo giá tốt nhất về các sản phẩm bạn cần!





