CÁC PHƯƠNG PHÁP GIA CÔNG REN
Có nhiều phương pháp và dụng cụ tạo ren phù hợp với các chi tiết, biên dạng ren và bước ren khác nhau. Mỗi phương pháp và dụng cụ gia công ren đều có những ưu điểm riêng trong những trường hợp nhất định. Để giúp bạn thực hiện thành công việc gia công ren hiệu quả và chất lượng cao, chúng tôi đã cung cấp các đề xuất và mẹo sau.
Những lưu ý ban đầu để gia công ren:
Những lưu ý ban đầu này sẽ ảnh hưởng đến việc lựa chọn phương pháp tạo ren và dụng cụ tạo ren cũng như cách chúng được áp dụng.
Kiểu Ren:
Xem xét các kích thước và yêu cầu chất lượng sau khi gia công của ren:
– Ren bên ngoài hay bên trong?
– Kiểu ren hệ gì (ví dụ: ren hệ mét, UN, …)
– Bước ren.
– Ren phải hay ren trái?
– Số lượng ren trên một bước.
– Dung sai (biên dạng, vị trí).
Chi tiết gia công ren:
Sau khi xem xét ren, hãy xem chi tiết cần gia công ren:
– Chi tiết có thể được kẹp cố định an toàn không?
– Việc sơ tán phoi hoặc kiểm soát phoi có phải là vấn đề quan trọng không?
– Vật liệu có đặc tính bẻ phoi tốt không?
– Kích thước lô chi tiết. Sản xuất hàng loạt chỉ có thể phù hợp với việc sử dụng bộ chíp tiện ren nhiều răng hoặc một dụng cụ được thiết kế riêng được tối ưu hóa để tối đa hóa năng suất.
– Ren đơn hoặc ren nhiều đầu mối.

Hình dạng ren:
Biên dạng ren xác định dạng hình học của ren và bao gồm các đường kính ren (đường kính đỉnh ren, đường kính bước và đường kính chân ren), góc biên dạng ren, bước ren và góc xoắn ren.
Các hình dạng và biên dạng ren phổ biến nhất được như sau:
| Ngành ứng dụng của ren | Hình dạng ren | Kiểu ren | Mã ren |
| Ren thông dụng |  |
Ren ISO
Ren Mỹ UN |
MM
UN |
| Ren ống |  |
Whitworth,
Tiêu chuẩn Anh (BSPT), Quốc gia Mỹ, Ren ống, NPT, NPTF |
WH, NT,
PT, NF |
| Thực phẩm và lửa |  |
Round DIN 405 | RN |
| Ngành hàng không vũ trụ |  |
MJ
UNJ |
MJ
NJ |
| Ngành dầu khí và ga |  |
API tròn
API “V” góc 60°
API Butmann VAM BU
|
RD,
V38, 40, 50
BU |
| Ren chuyển động |  |
Hình thang/DIN 103
ACME Stub ACME |
TR
AC SA
|
Máy gia công ren:
Những lưu ý về máy gia công ren bao gồm:
– Độ ổn định, công suất và mô-men xoắn, đặc biệt đối với đường kính lớn hơn.
– Cung cấp dầu cắt và dung dịch làm mát.
– Dung dịch làm mát áp suất cao để bẻ phoi trong các vật liệu phoi dài liệu có cần thiết không?
– Số lượng vị trí dao có sẵn thích hợp với phương pháp gia công ren đã chọn.
– Tốc độ vòng quay tối đa, đặc biệt đối với ụ cấp phôi bước tiến tròn và đường kính nhỏ.
– Khả năng cố định, trục chính phụ hoặc ụ chống tâm có sẵn không?
– Các chu trình gia công ren có sẵn?
Phương pháp gia công ren:
Mỗi phương pháp gia công ren đều có những ưu điểm riêng trong những trường hợp nhất định.
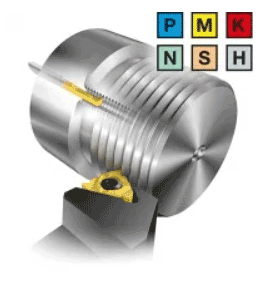
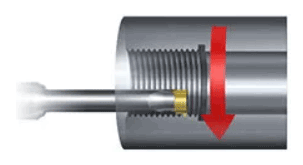
Tiện ren:
– Tiện ren là phương pháp gia công ren hiệu quả.
– Ren được tạo xung quanh chi tiết tròn quanh tâm quay.
– Gia công được số lượng lớn nhất là các tiêu chuẩn biên dạng ren.
– Một quy trình gia công ren dễ dàng và hầu hết ai cũng biết.
– Tiện ren mang lại bề mặt hoàn thiện và chất lượng ren tốt.
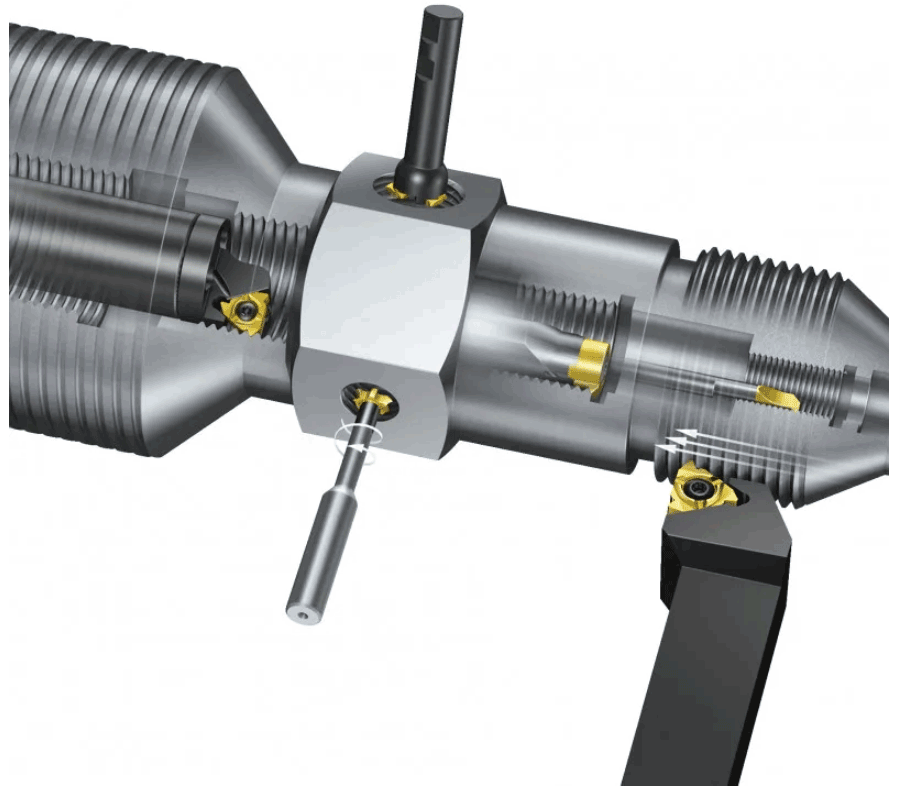
Phay ren:
– Ren của các chi tiết không quay và ren ngoài tâm quay trên các chi tiết quay.
– Các vết cắt không liên tục mang lại khả năng bẻ phoi tốt ở mọi vật liệu.
– Phay ren có lực cắt thấp giúp bạn có thể tạo ren với các phần nhô ra dài và các chi tiết có thành mỏng.
– Có thể kết thúc ren gần vai hoặc đáy, không cần rãnh thoát.
– Cho phép gia công ren các phôi lớn không thể lắp dễ dàng trên máy tiện.
– Cho phép gia công đường kính ren lớn với yêu cầu thấp về công suất và mô-men xoắn.
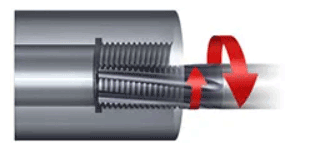
Ta rô ren:
– Một quy trình gia công ren dễ dàng và ai cũng biết.
– Phương pháp gia công ren hiệu quả và tiết kiệm, đặc biệt là đối với các ren đường kính nhỏ hơn.
– Gia công được các biên dạng ren phổ biến nhất.
– Thích hợp cho tất cả các loại máy công cụ, cả chi tiết quay và không quay.
– Kiểm soát phoi tốt nhờ nhiều loại sản phẩm dành riêng cho từng vật liệu.
– Dễ dàng tạo ren vào các lỗ sâu.
– Có thể tạo ren định hình.
– Cung cấp ren chất lượng cao.

Xoáy ren:
– Đối với các chi tiết dài, mảnh. Ví dụ: vít.
– Tạo ren chất lượng cao mà không bị uốn cong.
– Ren được tạo một lần từ đường kính phôi, làm giảm thời gian gia công.
– Ren chính xác được tạo ra bởi độ nghiêng của vòng xoáy theo góc xoắn.
– Kiểm soát phoi tốt cho phép gia công liên tục và năng suất hơn.
– Yêu cầu máy có khả năng quay xoáy.

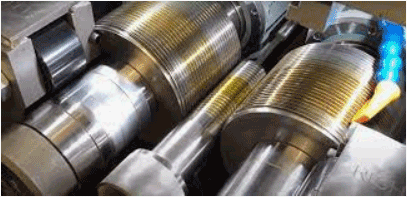
Cán ren:
Cán ren là phương pháp gia công ren bằng cách biến dạng dẻo kim loại, đây là phương pháp được sử dụng phổ biến trong gia công chi tiết ren với số lượng lớn, rút ngắn thời gian gia công.
Vật liệu của phôi phải chịu một áp lực vượt giới hạn chảy dẫn đến biến dạng dẻo, và trở thành biến dạng vĩnh viễn.
Quá trình này chỉ khiến vật liệu bị di dời chứ không tạo ra phoi như trong các quá trình gia công khác.
– Rất tiết kiệm chi tiết cho gia công hàng loạt
– Thời gian gia công cực kì ngắn
– Tuổi thọ dao dài
– Tăng độ cứng bề mặt
– Bề mặt ren hoàn thiện cao
– Độ chính xác lặp lại cao
– Không sinh ra phoi trong quá trình gia công.
—————–
Công ty TNHH dụng cụ cắt Nam Dương là nhà cung cấp hàng đầu về dụng cụ cắt kim loại và các đồ gá gá kẹp trên máy gia công cơ khí. Hãy liên hệ với chúng tôi để có tư vấn và báo giá tốt nhất về các sản phẩm bạn cần!





